

-

Unterschied zwischen Pipeline -Schweiß- und Tig -Schweißuntersuchung
Die vollständige TIG-Schweißsicherung macht keinen Unterschied im Prozess, der gesamte Bogen für Rohre mit kleinem Durchmesser (DN50 allgemein und darunter die Wandstärke von 4 mm) oder weniger, der Zweck der Garantie für eine gute Bildgebung der Schweißwurzelqualität. Wenn ein großer Durchmesser, dicke Wandstärke sein sollte ...Mehr lesen -

Degaussing Rohre
Der Restmagnetismus verursacht und beeinflusst die Qualität des Schweißens beim Bau und die Reparatur von Gaspipelines -Schweißjobs, manchmal wirken sich magnetische Blasenphänomene auf das Schweißverfahren aus. Ein magnetischer Schlag zu bilden, ist das Ergebnis des Vorhandenseins des Restmagnetismus des Rohrmetalls. Typisch magnetisch ...Mehr lesen -
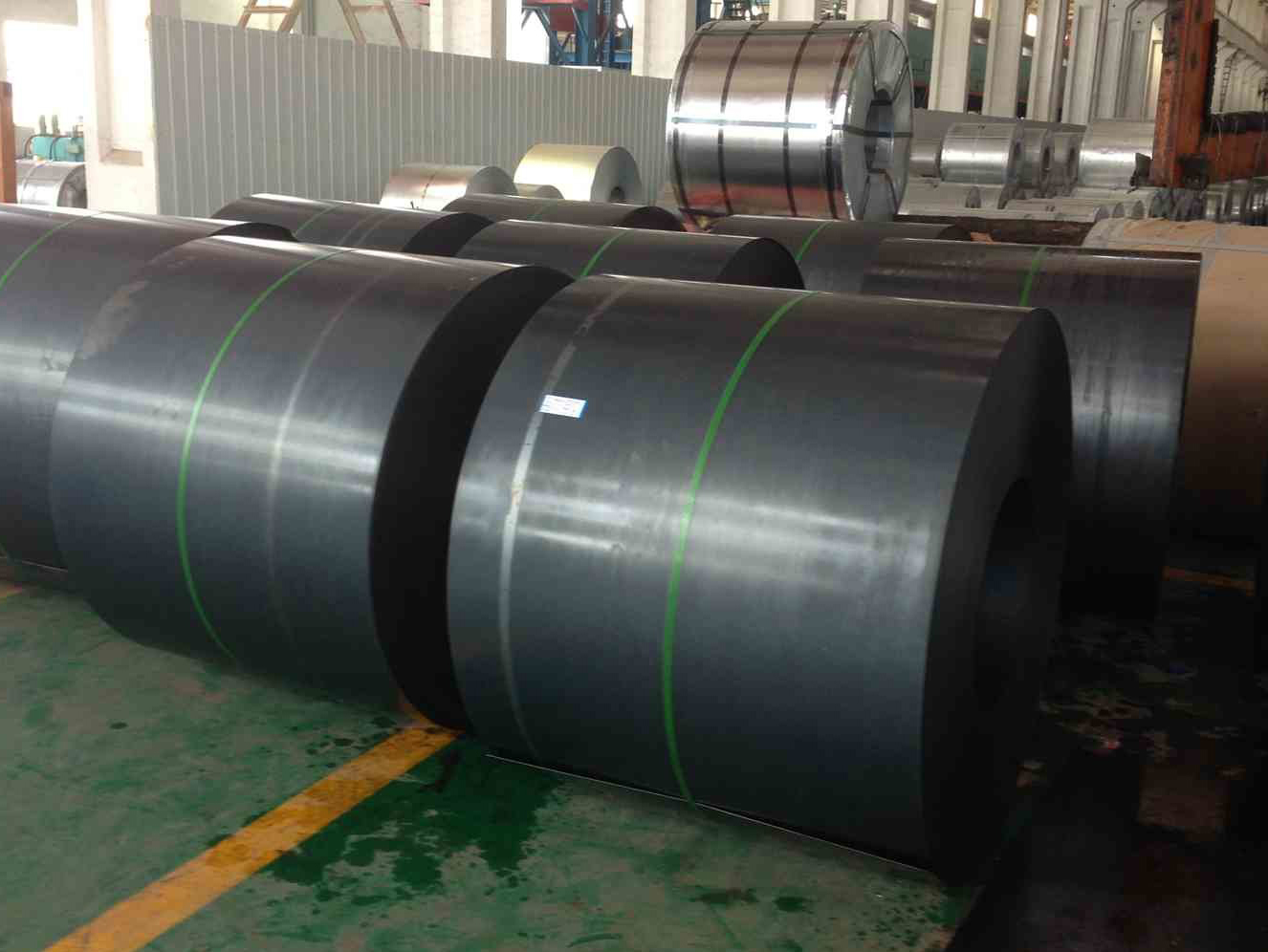
Kontinuierliches Glühen
Das kontinuierliche Glühen ist ein relatives Begriff, das Batch -Glühen, das kontinuierliche Glühen des Streifens durch einen kontinuierlichen Tempernofen, den Tempernofen ohne Versiegelung von Streifen ohne direkte Produktion. In Produktionsanwendungen, die kontinuierliche Tempelweite Anwendung, Contin ...Mehr lesen -

Nachteil und Defekt des Widerstandsschweißens
Das Widerstandsschweißen wird zwischen den beiden Elektroden Schweißteile gepresst und durch die Stromversorgung von Widerstandswärme, die durch Strom erzeugt werden, der durch den Kontakt mit der Werkstückoberfläche und den benachbarten Regionen zum Schmelzen- oder Plastikzustand erhitzt werden, um Metallbindin zu bilden ...Mehr lesen -

Nachteile des Stahlfellungsprozesses
Die Wahl wird in heißem Blöcke weit verbreitet, sodass die Entfernung der Oberflächenoxidskala, wie z. B. Heizstahlrohr, die Phosphat oder andere Oberflächenbeschichtung benötigen, bevor die Eisenoxid entfernen wird. Schweißleitungen in verzinkter oder anderer Heißtip-Verzinkte, Plattieroberflächenvorbereitung ...Mehr lesen -
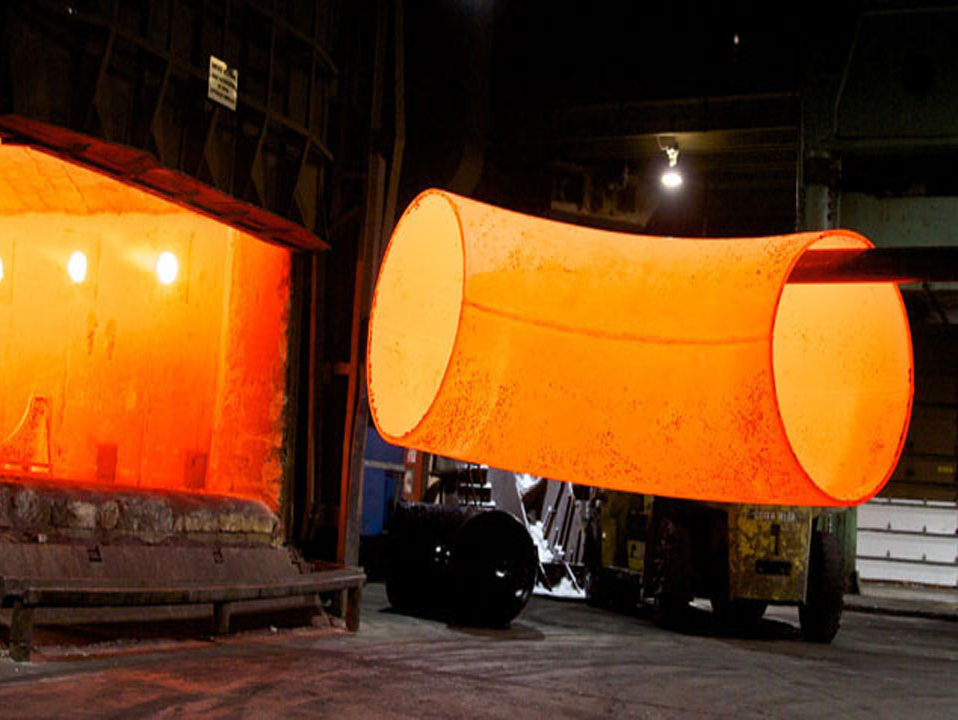
Wärmebehandlungsprozess für Stahlrohr
Die Qualität der Wärmebehandlung steht in direktem Zusammenhang mit der nachfolgenden Verarbeitungsqualität und wirkt sich schließlich auf die Leistung und die Lebensdauer der Teile aus. Wärmebehandlung ist der Energieverbrauch der Maschinenindustrie große Verschmutzungen. In den letzten Jahren mit der Weiterentwicklung von Wissenschaft und Technologie und ihrer ...Mehr lesen -

Analyse des Schweißrohrdrucks Burst
Die Lieferung mit Stahlrohren wurde in verschiedenen Branchen immer häufiger eingesetzt, und Stahlrohre, die in feuchter Untergrund mehrfarbig sind, was strenge Anforderungen für die Verwendung der Leistung des Stahlrohrs hat. Vorhandene Wärmegetriebe mit verwendeten Schweißrohr -Lecks.Mehr lesen -

Wirbelstromtests (ET)
Wirbelstromtests (ET) Verwenden Sie das Prinzip der elektromagnetischen Induktion, um eine Fehlermethode der leitenden Elementoberfläche und der nahezu Oberflächenfehler zu erkennen. Sein Prinzip basiert auf der Anregungsspule, so dass das leitende Mitglied Eddy -Ströme durch Bestimmung von ... erzeugt ...Mehr lesen -

Verzinkte Beschichtung auf der Rohroberfläche
Eine verzinkte Beschichtung hat eine Reihe von Eigenschaften, die es zu einer gut geeigneten Korrosionsschutzbeschichtung für Eisen- und Stahlprodukte in den meisten Umgebungen machen. Die hervorragende Feldleistung von verzinkter Beschichtung resultiert aus der Fähigkeit, dichte, anhaftende Korrosionsproduktfilme der Korrosion zu bilden. C ...Mehr lesen -

Hochfrequenzrohrherstellungskontrolle
1. Die Rohrschweißspaltsteuerung Einstellen Sie die Menge an Quetschwalzen ein. Halten Sie also die Flush-Schweißenden, den Öffnungswinkel von 7 Grad oder weniger, die Schweißspaltkontrolle zwischen 1 und 3 mm. Die Schweißkontrolle ist zu groß, es kann schlecht erscheint, Schweißnaht, um unvollständige Fusion zu erzeugen, oder die Schweißkontrolle ist zu SMA ...Mehr lesen -

Vergleich des Hochfrequenzinduktionsschweißens mit Hochfrequenzwiderstandsschweißen
Hochfrequenzwiderstandsschweißprinzip: Ein Elektropaar zweier Beinkantenkontakt mit dem Rohr direkt an der Kante des Eingangsfrequenzstromrohrs unter Verwendung eines Hochfrequenzstroms des Hautffekts und des Näheseffekts, so dass der Strom in der Kante der Kante stark konzentriert ist ...Mehr lesen -

Anwendung der Schutzbeschichtung für Stahlbeton
Veränderungen des alkalischen Zustands konkretes Zustand würden die Stahloberfläche des passiven Films zerstören und dann die lokalisierte Korrosion verstärken. Die Korrosion der Verstärkung ist eine Schädigung der Stahlbetonstruktur und eine der Hauptursachen für ein frühes Versagen. Mit Haushaltsstrahlkorrosion in Betonstruc ...Mehr lesen