





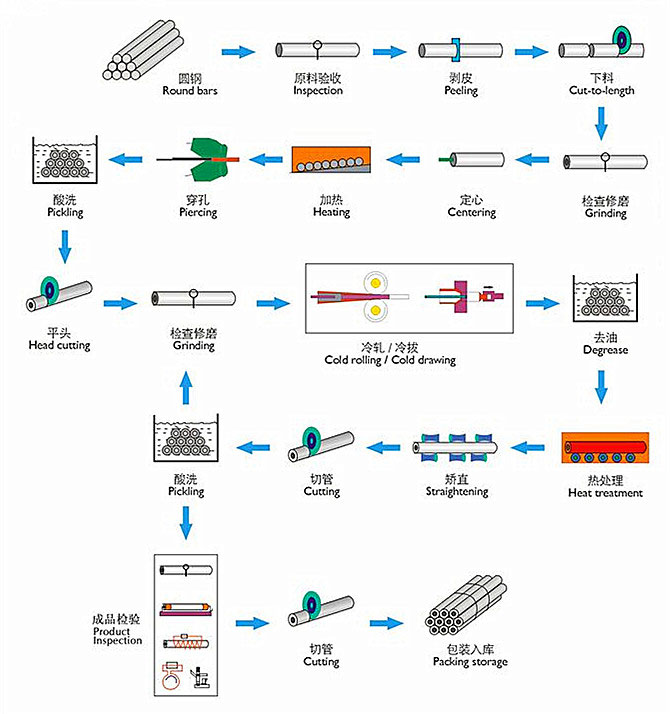
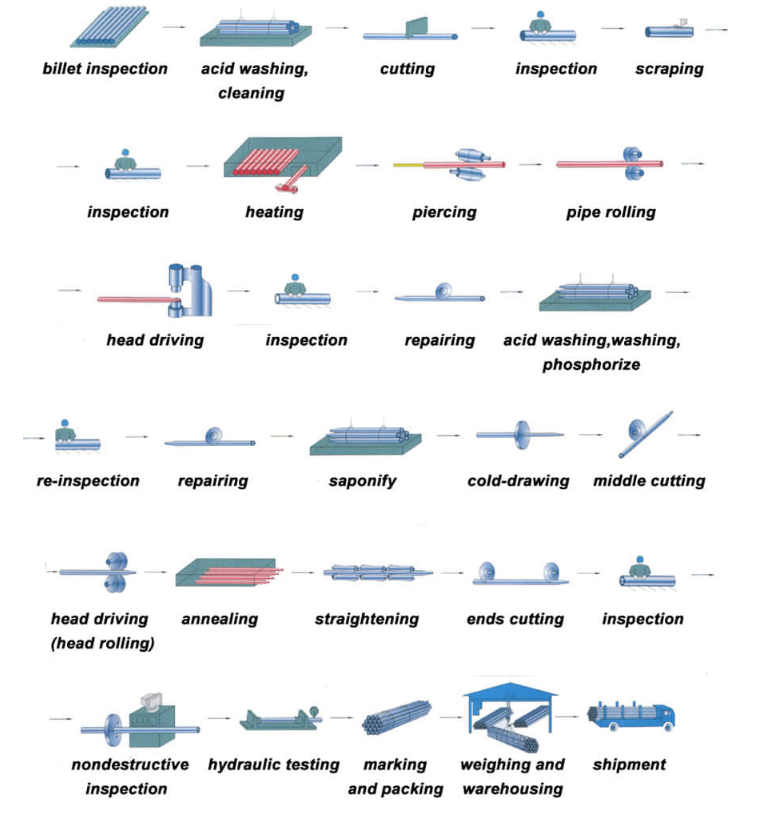
Herstellungsprozess für nahtlose Stahlrohre
Dornmühlenprozess
Beim Mandrel Mill-Verfahren wird ein massiver Rundling (Billet) verwendet. Es wird in einem Drehherd-Heizofen erhitzt und dann von einem Locher durchstochen. Der durchbohrte Knüppel oder die Hohlschale wird durch ein Dornwalzwerk gewalzt, um den Außendurchmesser und die Wandstärke zu reduzieren, wodurch ein Mutterrohr mit mehreren Längen entsteht. Der Mutterschlauch wird erneut erhitzt und durch den Dehnungsreduzierer weiter auf die angegebenen Abmessungen reduziert. Anschließend wird das Rohr abgekühlt, geschnitten, gerichtet und vor dem Versand einer Endbearbeitung und Inspektion unterzogen.
Manner Man Plug Mill-Prozess
Beim Plug-Mill-Verfahren wird ein massiver Rundling (Knüppel) verwendet. Es wird im Drehherd-Heizofen gleichmäßig erhitzt und dann von einem Mannermann in Stücke gestanzt. Der Außendurchmesser und die Wandstärke des durchbohrten Knüppels oder der Hohlschale werden durch Walzen reduziert. Das gewalzte Rohr wird gleichzeitig innen und außen mit einer Aufwickelmaschine brüniert. Das aufgewickelte Rohr wird dann mit einem Kalibrierwalzwerk auf die angegebenen Abmessungen kalibriert. Von diesem Schritt an durchläuft das Rohr die Richtmaschine. Mit diesem Vorgang ist die Warmbearbeitung des Rohres abgeschlossen. Nach der Endbearbeitung und Prüfung wird die Röhre (Mutterröhre genannt) zu einem fertigen Produkt.
Anwendung von SMLS Pipe
- Chemische Industrie
- Papierindustrie
- Düngemittelindustrie
- Stoffindustrie
- Luftfahrtindustrie
- Nuklearindustrie
- Fluidindustrie
- Gas- und Ölindustrie
- Wärmeübertragungsindustrie
- Druckservice
- Bau- und Zierarbeiten
- Kessel und Wärmetauscher
- Autoteile
- Medizinisches Gerät
- Lebensmittelindustrie
- Baumaterialien
Wir sind ein professioneller Hersteller von Edelstahlrohren. Wir bieten Edelstahlrohre in verschiedenen Größen sowie Stahlrohre und Rohrverbindungsstücke in verschiedenen Spezifikationen an.
Unsere Vorteile:
1. Chinas führender Produktdienstleister und Exporteur von Stahlrohren
2. Wettbewerbsfähiger Preis und Qualität aus unserer eigenen Fabrik
3. Ressourcenintegration aus einer Hand
4. Jedes Jahr die ISO9001-, CE- und SGS-Zertifizierung bestanden
5. Bester Service mit 24-Stunden-Reaktion
6. Flexible Zahlungsmethoden
7. Starke Produktionskapazität
8. Schnelle Lieferung und Standard-Exportverpackung
9. OEM/ODM
Merkmale nahtloser Stahlrohre
| Typen | Verwendungsmöglichkeiten |
| Strukturzwecke | Allgemeine Struktur und Mechanik |
| Liquid Services | Förderung von Erdöl, Gas und anderen Flüssigkeiten |
| Niedriger und mittlerer Druck | Dampf- und Kesselherstellung |
| Hydrauliksäulenservice | Hydraulische Unterstützung |
| Automatisches Halbwellengehäuse | Automatisches Nahtwellengehäuse |
| Leitungsrohr | Öl- und Gasförderung |
| Schläuche und Gehäuse | Öl- und Gasförderung |
| Bohrrohre | Brunnenbohrung |
| Geologische Bohrrohre | Geologische Bohrungen |
| Erdöl-Crackrohre | Ofenrohre, Wärmeaustausch |
Dimension
| Rohrtypen | Rohrgröße (mm) | Toleranzen | |
| Warmgewalzt | OD | <50 | ±0,50 mm |
| ≥50 | ±1 % | ||
| WT | <4 | ±12,5 % | |
| ≥4~20 | +15 %, -12,5 % | ||
| >20 | ±12,5 % | ||
| Kaltgezogen | OD | 6~10 | ±0,20 mm |
| 10~30 | ±0,40 mm | ||
| 30~50 | ±0,45 | ||
| >50 | ±1 % | ||
| WT | <1 | ±0,15 mm | |
| >1~3 | + 15 %, – 10 % | ||
| >3 | + 12,5 %, – 10 % | ||
Anforderungen an die chemische Zusammensetzung
| Standard | Grad | Chemische Bestandteile (%) | Mechanische Eigenschaften | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Zugfestigkeit (Mpa) | Streckgrenze (Mpa) | Verlängerung (%) | ||
| ASTM A53 | A | ≤0,25 | / | ≤0,95 | ≤0,05 | ≤0,06 | ≤0,15 | ≤0,40 | ≤0,08 | ≥330 | ≥205 | ≥29,5 |
| B | ≤0,30 | / | ≤1,2 | ≤0,05 | ≤0,06 | ≤0,15 | ≤0,40 | ≤0,08 | ≥415 | ≥240 | ≥29,5 | |
| Standard | Grad | Chemische Bestandteile (%) | Mechanische Eigenschaften | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Verlängerung(%) | ||
| ASTM A106 | A | ≤0,30 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,15 | ≤0,40 | ≤0,08 | ≥415 | ≥240 | ≥30 |
| B | ≤0,35 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,15 | ≤0,40 | ≤0,08 | ≥485 | ≥275 | ≥30 | |
| Standard | Grad | Chemische Bestandteile (%) | Mechanische Eigenschaften | ||||||
| c | Si | Mn | P | S | Zugfestigkeit (Mpa) | Streckgrenze (Mpa) | Verlängerung(%) | ||
| ASTM A179 | A179 | 0,06–0,18 | / | 0,27-0,63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | ≥35 |
| Standard | Grad | Chemische Bestandteile (%) | Mechanische Eigenschaften | ||||||
| c | Si | Mn | P | S | Zugfestigkeit (Mpa) | Streckgrenze (Mpa) | Verlängerung(%) | ||
| ASTM A192 | A192 | 0,06–0,18 | ≤0,25 | 0,27-0,63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | ≥35 |
| Standard | Grad | Chemische Komponenten | Zugfestigkeit (min.) | Streckgrenze (min.) | |||
| C | Mn | P | S | Mpa | Mpa | ||
| API 5L PSL1 | A | 0,22 | 0,90 | 0,030 | 0,030 | 331 | 207 |
| B | 0,28 | 1.20 | 0,030 | 0,030 | 414 | 241 | |
| X42 | 0,28 | 1.30 | 0,030 | 0,030 | 414 | 290 | |
| X46 | 0,28 | 1,40 | 0,030 | 0,030 | 434 | 317 | |
| X52 | 0,28 | 1,40 | 0,030 | 0,030 | 455 | 359 | |
| X56 | 0,28 | 1,40 | 0,030 | 0,030 | 490 | 386 | |
| X60 | 0,28 | 1,40 | 0,030 | 0,030 | 517 | 414 | |
| X65 | 0,28 | 1,40 | 0,030 | 0,030 | 531 | 448 | |
| X70 | 0,28 | 1,40 | 0,030 | 0,030 | 565 | 483 | |
| Standard | Grad | Chemische Komponenten | Zugfestigkeit (min.) | Streckgrenze (min.) | |||
| C | Mn | P | S | Mpa | Mpa | ||
| API 5L PSL2 | B | 0,24 | 1.20 | 0,025 | 0,015 | 414 | 241 |
| X42 | 0,24 | 1.30 | 0,025 | 0,015 | 414 | 290 | |
| X46 | 0,24 | 1,40 | 0,025 | 0,015 | 434 | 317 | |
| X52 | 0,24 | 1,40 | 0,025 | 0,015 | 455 | 359 | |
| X56 | 0,24 | 1,40 | 0,025 | 0,015 | 490 | 386 | |
| X60 | 0,24 | 1,40 | 0,025 | 0,015 | 517 | 414 | |
| X65 | 0,24 | 1,40 | 0,025 | 0,015 | 531 | 448 | |
| X70 | 0,24 | 1,40 | 0,025 | 0,015 | 565 | 483 | |
| X80 | 0,24 | 1,40 | 0,025 | 0,015 | 621 | 552 | |
Herstellungsprozess von nahtlosen Stahlrohren
Lackieren & Beschichten:Blank, leicht geölt, schwarz/rot/gelb lackiert, Zink/Korrosionsschutzbeschichtung
