

-

プラスチック製のスチールパイプを検出する方法
プラスチックコーティングパイプ、スチールプラスチック複合パイプ、プラスチックコーティングされた複合鋼パイプとしても知られるプラスチックコーティングされたスチールパイプは、スチールパイプに基づいています。プラスチック腐食防止層またはプラスチック腐食防止層の層は、鋼管の内面(底部パイプ)に融合します...続きを読む -

亜鉛メッキ鋼パイプの溶接時に腐食を防ぐ方法
亜鉛めっき鋼管溶接の腐食防止:表面処理後、熱スプレー亜鉛。現場で亜鉛めっきが不可能な場合は、エポキシ亜鉛に富むプライマー、エポキシマイカ鉄中間塗料、ポリウレタントップコートを適用することができます。厚さとはを指します...続きを読む -
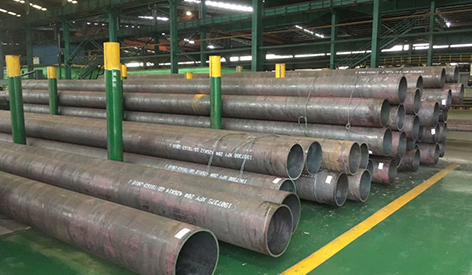
大口径のシームレススチールパイプは、コールドドローイング、コールドローリングなどによって形成されるスチール製品です。
大口径のシームレススチールパイプは、コールドドローイングやコールドローリングなどのコールド処理によって形成されるスチール製品です。それらが熱処理なしで直接届けられる状態は、冷たい描画または冷たいロール状態と呼ばれます。ホットロールされた(偽造)状態と比較して、COの鋼鉄...続きを読む -

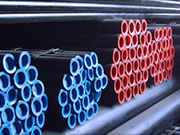
コーティングされた鋼管とは
コーティングされたスチールパイプは、最大パイプ直径1200mmの大口径のスパイラル溶接パイプと高周波スチールパイプに基づいてプラスチックでコーティングされています。それらは、さまざまなニーズに応じて、塩化ポリビニル(PVC)、ポリエチレン(PE)、およびリング型の鋼管でコーティングできます。酸素resi ...続きを読む -

316Lステンレス鋼の厚い壁鋼管の導入
316Lステンレス鋼厚壁鋼管は、モリブデンを含むステンレス鋼です。鋼にはモリブデンが含まれているため、この鋼の全体的な性能は310および304ステンレス鋼よりも優れています。高温条件下では、硫酸濃度が低い場合...続きを読む -
ボイラースチールチューブの加熱面で発生しやすい事故の分析
ボイラー加熱表面パイプは、高温、ストレス、腐食性媒体の作用下で長時間機能します。スチールパイプが労働条件の負荷に耐えられない場合、異なる形態の損傷が発生し、事故を引き起こします。 Bの暖房表面パイプに関する一般的な事故...続きを読む -

合金鋼管の品質と真正性を識別する方法
合金パイプ磁石の場合、その品質と信ity性を確認してください。それらが磁石を引き付けない場合、それらは良好で本物と見なされます。磁石を引き付けると、偽造品と見なされます。実際、これは非常に一方的で、非現実的で、間違った識別方法です。たくさんあります...続きを読む -

亜鉛メッキ鋼管の詳細
表面にホットディップまたはエレクトロガルバン化層を備えた溶接鋼パイプ。亜鉛メッキは、鋼管の耐食性を高め、サービス寿命を延ばすことができます。亜鉛メッキパイプは広く使用されています。水などの一般的な低圧液のパイプラインパイプとして使用されることに加えて...続きを読む -

厚い壁のストレートシームスチールパイプの表面処理
太い壁のストレートシームスチールパイプの壁の均一性は、部品の後の処理に直接影響します。厚い壁のストレートシームスチールパイプの壁は制御できません。つまり、全体的なスチールパイプを厳密に制御することはできません。中程度の中サイズのスチール、ウィスコンシン...続きを読む -

直径拡張技術とストレートシームスチールパイプの検出方法
一般的に言えば、パイプの直径は、外径、内径、公称直径に分割できます。材料がまっすぐな縫い目の鋼管であるパイプの外径は、文字Dで表され、その後に外径のサイズと壁の厚さが続きます。たとえば、s ...続きを読む -

壁の厚さの精度とまっすぐなシームスチールパイプの矯正方法
ストレートシームスチールパイプの壁の厚さを制御することは、スチールパイプの生産が困難です。現在、ストレートシームスチールパイプ製造業者による生産における壁の厚さの精度の方法は、一般に次のものが含まれます。続きを読む -

ステンレス鋼のホットローリングとコールドローリング
ホットローリングとコールドローリングは、両方とも鋼のセクションまたは鋼板を形成するためのプロセスです。それらは、鋼の構造と特性に大きな影響を与えます。スチールの転がりは主に熱い転がりですが、冷たいローリングは、鋼鉄の小さな部分と薄いプレートを生産するためにのみ使用されます。 1。ホットROL ...続きを読む