





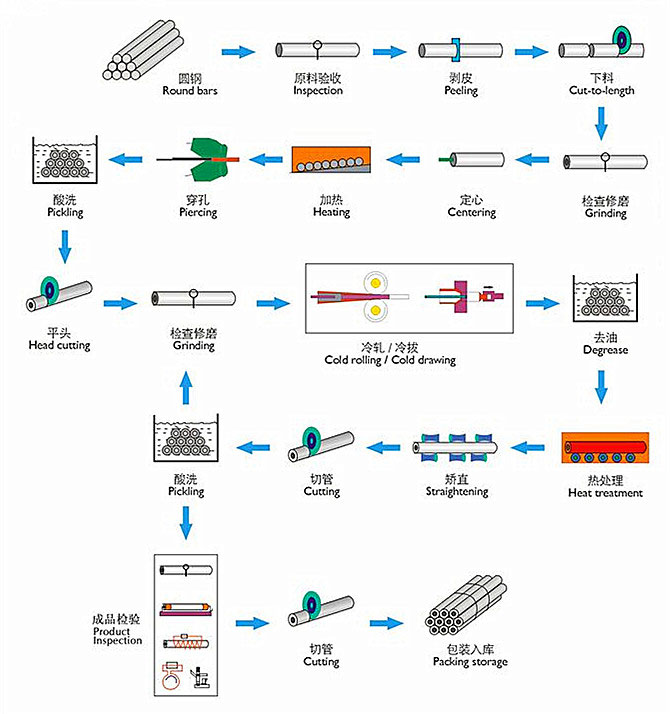
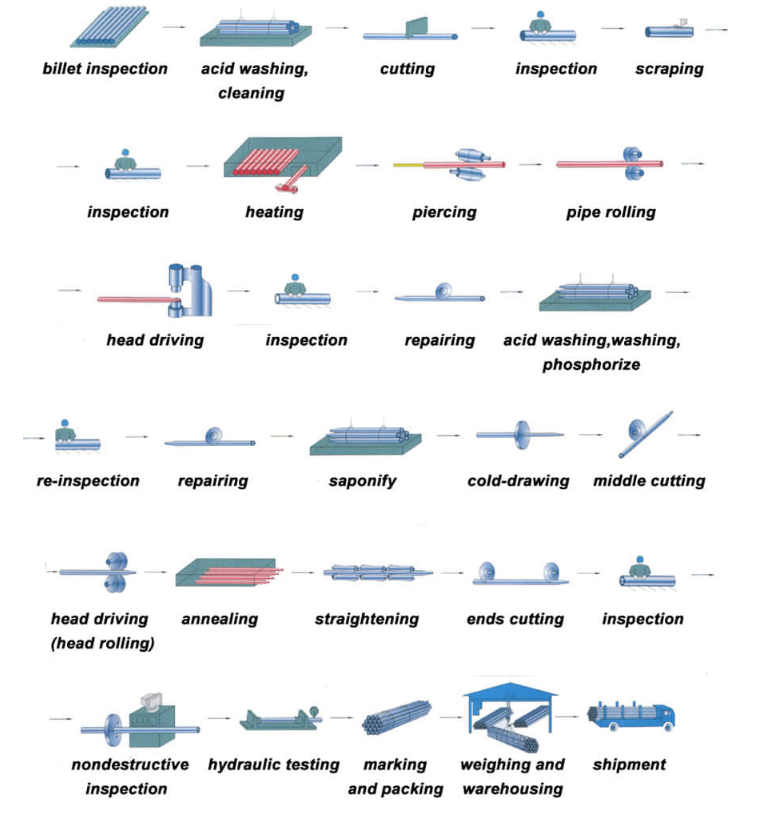
継目無鋼管の製造工程
マンドレルミルプロセス
マンドレルミルプロセスでは中実の丸材(ビレット)を使用します。回転炉床式加熱炉で加熱し、ピアサーで穴あけします。穴を開けたビレットまたは中空シェルをマンドレルミルで圧延して、外径と肉厚を減らし、複数の長さの母管を形成します。母管は再加熱され、ストレッチレデューサーによって指定された寸法までさらに縮小されます。その後、チューブは冷却、切断、矯正され、仕上げおよび検査工程を経て出荷されます。
マナーマンプラグミルの工程
プラグミル加工では中実の丸材(ビレット)を使用します。回転炉床加熱炉で均一に加熱し、マナーマンピースで穴開けします。穴を開けたビレットまたは中空シェルは、外径と肉厚が圧延加工されます。巻き取られたチューブは、巻取機により内側と外側を同時に研磨されます。巻き取られたチューブは、サイジングミルによって指定された寸法にサイジングされます。このステップから、チューブはストレートナーを通過します。このプロセスにより、チューブの熱間加工が完了します。仕上げ・検査を経たチューブ(母管といいます)が完成品となります。
SMLSパイプの応用
- 化学工業
- 製紙産業
- 肥料産業
- 繊維産業
- 航空産業
- 原子力産業
- 流体産業
- ガスおよび石油産業
- 伝熱産業
- 圧力サービス
- 建設および装飾品
- ボイラーおよび熱交換器
- 自動車部品
- 医療機器
- 食品産業
- 建築資材
当社はステンレス鋼管の専門メーカーです。様々なサイズのステンレス鋼管をはじめ、様々な仕様の鋼管・管継手を取り揃えております。
私たちの利点:
1. 中国を代表する製品サービスプロバイダーおよび鋼管輸出業者
2.自社工場による競争力のある価格と品質
3. ワンストップのリソース統合
4. ISO9001、CE、SGS認証に毎年合格
5. 24時間対応の最高のサービス
6. 柔軟な支払い方法
7. 強力な生産能力
8.短納期と標準的な輸出梱包
9.OEM/ODM
継目無鋼管の特徴
| 種類 | 用途 |
| 構造の目的 | 一般的な構造と機構 |
| リキッドサービス | 石油、ガス、その他の流体の輸送 |
| 低中圧 | 蒸気およびボイラーの製造 |
| 油圧ピラーサービス | 油圧サポート |
| オートセミシャフトケーシング | オートシームシャフトケーシング |
| ラインパイプ | 石油とガスの輸送 |
| チューブとケーシング | 石油とガスの輸送 |
| ドリルパイプ | 井戸掘削 |
| 地質掘削パイプ | 地質掘削 |
| 石油分解管 | 炉心管、熱交換器 |
寸法
| パイプの種類 | パイプサイズ(mm) | 公差 | |
| 熱間圧延 | OD | <50 | ±0.50mm |
| 50以上 | ±1% | ||
| WT | <4 | ±12.5% | |
| ≧4~20 | +15%、-12.5% | ||
| >20 | ±12.5% | ||
| 冷間引抜 | OD | 6~10 | ±0.20mm |
| 10~30 | ±0.40mm | ||
| 30~50 | ±0.45 | ||
| >50 | ±1% | ||
| WT | <1 | ±0.15mm | |
| >1~3 | +15%、-10% | ||
| >3 | +12.5%、-10% | ||
化学組成の要件
| 標準 | 学年 | 化学成分(%) | 機械的性質 | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | 引張強さ(Mpa) | 降伏強度(Mpa) | 伸長 (%) | ||
| ASTM A53 | A | ≤0.25 | / | ≤0.95 | ≤0.05 | ≤0.06 | ≤0.15 | ≤0.40 | ≤0.08 | ≥330 | ≥205 | ≧29.5 |
| B | ≤0.30 | / | ≤1.2 | ≤0.05 | ≤0.06 | ≤0.15 | ≤0.40 | ≤0.08 | ≥415 | ≥240 | ≧29.5 | |
| 標準 | 学年 | 化学成分(%) | 機械的性質 | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | 抗張力 (MPa) | 降伏強度 (MPa) | 伸長(%) | ||
| ASTM A106 | A | ≤0.30 | ≥0.10 | 0.29~1.06 | ≤0.035 | ≤0.035 | ≤0.15 | ≤0.40 | ≤0.08 | ≥415 | ≥240 | 30以上 |
| B | ≤0.35 | ≥0.10 | 0.29~1.06 | ≤0.035 | ≤0.035 | ≤0.15 | ≤0.40 | ≤0.08 | ≥485 | ≥275 | 30以上 | |
| 標準 | 学年 | 化学成分(%) | 機械的性質 | ||||||
| c | Si | Mn | P | S | 引張強さ(Mpa) | 降伏強度(Mpa) | 伸長(%) | ||
| ASTM A179 | A179 | 0.06~0.18 | / | 0.27~0.63 | ≤0.035 | ≤0.035 | ≥325 | ≥180 | ≥35 |
| 標準 | 学年 | 化学成分(%) | 機械的性質 | ||||||
| c | Si | Mn | P | S | 引張強さ(Mpa) | 降伏強度(Mpa) | 伸長(%) | ||
| ASTM A192 | A192 | 0.06~0.18 | ≤0.25 | 0.27~0.63 | ≤0.035 | ≤0.035 | ≥325 | ≥180 | ≥35 |
| 標準 | 学年 | 化学成分 | 引張強さ(分) | 降伏強さ(分) | |||
| C | Mn | P | S | メガパスカル | メガパスカル | ||
| API 5L PSL1 | A | 0.22 | 0.90 | 0.030 | 0.030 | 331 | 207 |
| B | 0.28 | 1.20 | 0.030 | 0.030 | 414 | 241 | |
| X42 | 0.28 | 1.30 | 0.030 | 0.030 | 414 | 290 | |
| X46 | 0.28 | 1.40 | 0.030 | 0.030 | 434 | 317 | |
| X52 | 0.28 | 1.40 | 0.030 | 0.030 | 455 | 359 | |
| X56 | 0.28 | 1.40 | 0.030 | 0.030 | 490 | 386 | |
| X60 | 0.28 | 1.40 | 0.030 | 0.030 | 517 | 414 | |
| X65 | 0.28 | 1.40 | 0.030 | 0.030 | 531 | 448 | |
| X70 | 0.28 | 1.40 | 0.030 | 0.030 | 565 | 483 | |
| 標準 | 学年 | 化学成分 | 引張強さ(分) | 降伏強さ(分) | |||
| C | Mn | P | S | メガパスカル | メガパスカル | ||
| API 5L PSL2 | B | 0.24 | 1.20 | 0.025 | 0.015 | 414 | 241 |
| X42 | 0.24 | 1.30 | 0.025 | 0.015 | 414 | 290 | |
| X46 | 0.24 | 1.40 | 0.025 | 0.015 | 434 | 317 | |
| X52 | 0.24 | 1.40 | 0.025 | 0.015 | 455 | 359 | |
| X56 | 0.24 | 1.40 | 0.025 | 0.015 | 490 | 386 | |
| X60 | 0.24 | 1.40 | 0.025 | 0.015 | 517 | 414 | |
| X65 | 0.24 | 1.40 | 0.025 | 0.015 | 531 | 448 | |
| X70 | 0.24 | 1.40 | 0.025 | 0.015 | 565 | 483 | |
| X80 | 0.24 | 1.40 | 0.025 | 0.015 | 621 | 552 | |
継目無鋼管の製造工程
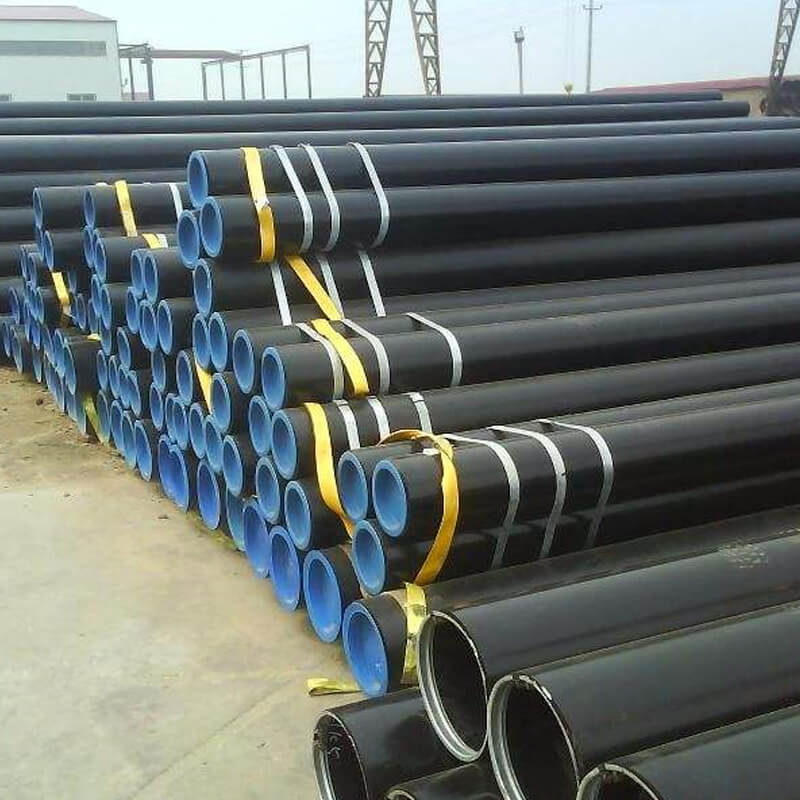
塗装とコーティング:裸、軽く油を塗った、黒/赤/黄色の塗装、亜鉛/防食コーティング
