





Seamless Steel Pipe Manufacturing Process
Mandrel Mill Process
In the Mandrel Mill Process, a solid round (billet) is used. It is heated in a rotary hearth heating furnace and then pierced by a piercer. The pierced billet or hollow shell is rolled by a mandrel mill to reduce the outside diameter and wall thickness which forms a multiple length mother tube. The mother tube is reheated and further reduced to specified dimensions by the stretch reducer. The tube is then cooled, cut, straightened and subjected to finishing and inspection processes before shipment.
Manner Man Plug Mill Process
In the Plug Mill Process, a solid round (billet) is used. It is uniformly heated in the rotary hearth heating furnace and then pierced by a Manner man pieces. The pierced billet or hollow shell is roll reduced in outside diameter and wall thickness. The rolled tube simultaneously burnished inside and outside by a reeling machine. The reeled tube is then sized by a sizing mill to the specified dimensions. From this step the tube goes through the straightener. This process completes the hot working of the tube. The tube (referred to as a mother tube) after finishing and inspection, becomes a finished product.
Application of SMLS Pipe
- Chemical Industry
- Paper Industry
- Fertilizer Industry
- Fabric Industry
- Aviation Industry
- Nuclear Industry
- Fluid Industry
- Gas and Oil Industry
- Heat Transmission Industry
- Pressure Service
- Construction and Ornamental
- Boilers and Heat exchangers
- Auto Parts
- Medical Device
- Food Industry
- Building Materials
We are a professional Stainless Steel Pipe manufacturer. We provide Stainless Steel Pipe of different sizes as well as steel pipes and pipe fittings of various specifications.
Our Advantages:
1. China-leading product service provider and exporter of steel pipe
2. Competitive price and quality from our own factory
3. One-stop Resource Integration
4. Passed the ISO9001, CE, SGS certification every year
5. Best service with 24-hour response
6. Flexible payment methods
7. Strong production capacity
8. Fast delivery and standard export packaging
9. OEM/ODM
Features of Seamless Steel Pipe
| Types | Uses |
| Structure Purposes | General structure and mechanical |
| Liquid Services | Petroleum, gas and other fluids conveying |
| Low and Medium Pressure | Steam and boiler manufacturing |
| Hydraulic Pillar Service | Hydraulic support |
| Auto Semi-shaft Casing | Auto seam-shaft casing |
| Line Pipe | Oil and gas conveying |
| Tubing and Casing | Oil and gas conveying |
| Drill Pipes | Well drilling |
| Geological Drilling Pipes | Geological drilling |
| Petroleum Cracking Tubes | Furnace tubes, heat exchange |
Dimension
| Pipe types | Pipe Szie(mm) | Tolerances | |
| Hot rolled | OD | <50 | ±0.50mm |
| ≥50 | ±1% | ||
| WT | <4 | ±12.5% | |
| ≥4~20 | +15%, -12.5% | ||
| >20 | ±12.5% | ||
| Cold drawn | OD | 6~10 | ±0.20mm |
| 10~30 | ±0.40mm | ||
| 30~50 | ±0.45 | ||
| >50 | ±1% | ||
| WT | <1 | ±0.15mm | |
| >1~3 | + 15%, – 10% | ||
| >3 | + 12.5%, – 10% | ||
Chemical Composition Requirements
|
Standard |
Grade |
Chemical Components (%) |
Mechanical Properties |
|||||||||
|
c |
Si |
Mn |
P |
S |
Mo |
Cr |
V |
Tensile STrength(Mpa) |
Yield STrength(Mpa) |
Elongation (%) |
||
|
ASTM A53 |
A |
≤0.25 |
/ |
≤0.95 |
≤0.05 |
≤0.06 |
≤0.15 |
≤0.40 |
≤0.08 |
≥330 |
≥205 |
≥29.5 |
|
B |
≤0.30 |
/ |
≤1.2 |
≤0.05 |
≤0.06 |
≤0.15 |
≤0.40 |
≤0.08 |
≥415 |
≥240 |
≥29.5 |
|
|
Standard |
Grade |
Chemical Components(%) |
Mechanical Properties |
|||||||||
|
c |
Si |
Mn |
P |
S |
Mo |
Cr |
V |
Tensile STrength (Mpa) |
Yield STrength (Mpa) |
Elongation(%) |
||
|
ASTM A106 |
A |
≤0.30 |
≥0.10 |
0.29-1.06 |
≤0.035 |
≤0.035 |
≤0.15 |
≤0.40 |
≤0.08 |
≥415 |
≥240 |
≥30 |
|
B |
≤0.35 |
≥0.10 |
0.29-1.06 |
≤0.035 |
≤0.035 |
≤0.15 |
≤0.40 |
≤0.08 |
≥485 |
≥275 |
≥30 |
|
|
Standard |
Grade |
Chemical Components(%) |
Mechanical Properties |
||||||
|
c |
Si |
Mn |
P |
S |
Tensile STrength(Mpa) |
Yield STrength(Mpa) |
Elongation(%) |
||
|
ASTM A179 |
A179 |
0.06-0.18 |
/ |
0.27-0.63 |
≤0.035 |
≤0.035 |
≥325 |
≥180 |
≥35 |
|
Standard |
Grade |
Chemical Components(%) |
Mechanical Properties |
||||||
|
c |
Si |
Mn |
P |
S |
Tensile STrength(Mpa) |
Yield STrength(Mpa) |
Elongation(%) |
||
|
ASTM A192 |
A192 |
0.06-0.18 |
≤0.25 |
0.27-0.63 |
≤0.035 |
≤0.035 |
≥325 |
≥180 |
≥35 |
|
Standard |
Grade |
Chemical Components |
Tensile STrength(min) |
Yield Strength(min) |
|||
|
C |
Mn |
P |
S |
Mpa |
Mpa |
||
|
API 5L PSL1 |
A |
0.22 |
0.90 |
0.030 |
0.030 |
331 |
207 |
|
B |
0.28 |
1.20 |
0.030 |
0.030 |
414 |
241 |
|
|
X42 |
0.28 |
1.30 |
0.030 |
0.030 |
414 |
290 |
|
|
X46 |
0.28 |
1.40 |
0.030 |
0.030 |
434 |
317 |
|
|
X52 |
0.28 |
1.40 |
0.030 |
0.030 |
455 |
359 |
|
|
X56 |
0.28 |
1.40 |
0.030 |
0.030 |
490 |
386 |
|
|
X60 |
0.28 |
1.40 |
0.030 |
0.030 |
517 |
414 |
|
|
X65 |
0.28 |
1.40 |
0.030 |
0.030 |
531 |
448 |
|
|
X70 |
0.28 |
1.40 |
0.030 |
0.030 |
565 |
483 |
|
|
Standard |
Grade |
Chemical Components |
Tensile STrength(min) |
Yield Strength(min) |
|||
|
C |
Mn |
P |
S |
Mpa |
Mpa |
||
|
API 5L PSL2 |
B |
0.24 |
1.20 |
0.025 |
0.015 |
414 |
241 |
|
X42 |
0.24 |
1.30 |
0.025 |
0.015 |
414 |
290 |
|
|
X46 |
0.24 |
1.40 |
0.025 |
0.015 |
434 |
317 |
|
|
X52 |
0.24 |
1.40 |
0.025 |
0.015 |
455 |
359 |
|
|
X56 |
0.24 |
1.40 |
0.025 |
0.015 |
490 |
386 |
|
|
X60 |
0.24 |
1.40 |
0.025 |
0.015 |
517 |
414 |
|
|
X65 |
0.24 |
1.40 |
0.025 |
0.015 |
531 |
448 |
|
|
X70 |
0.24 |
1.40 |
0.025 |
0.015 |
565 |
483 |
|
|
X80 |
0.24 |
1.40 |
0.025 |
0.015 |
621 |
552 |
|
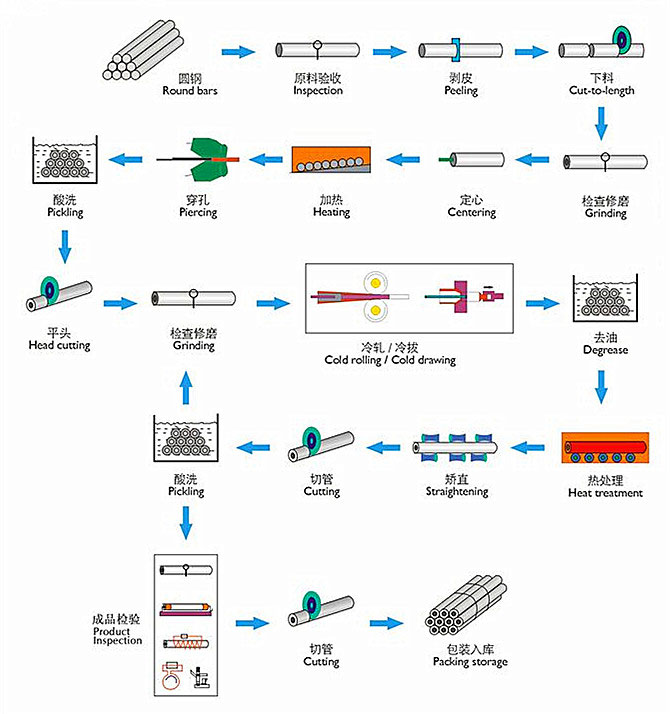
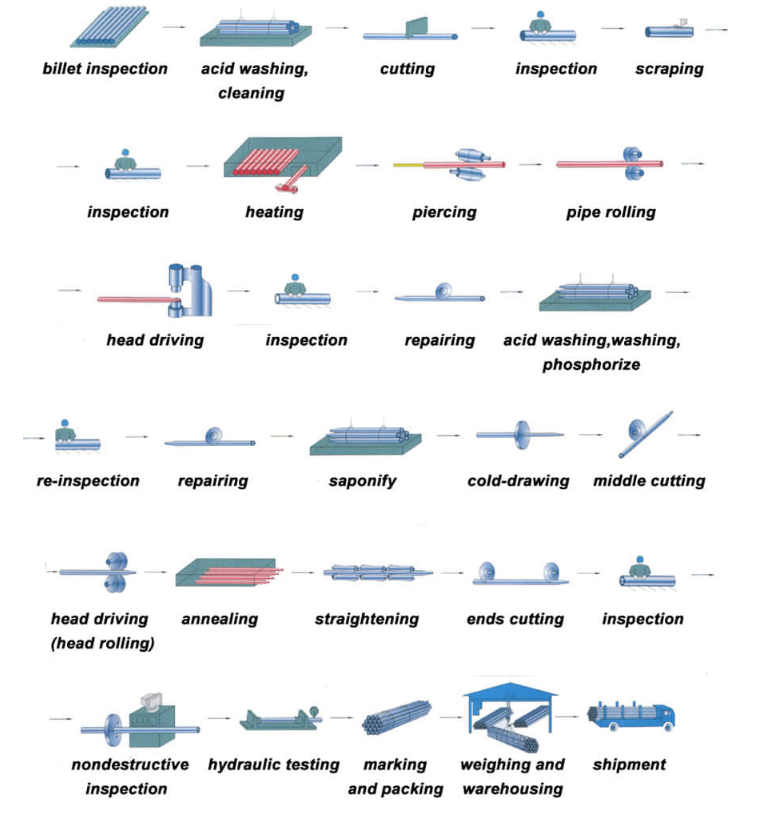
Manufacturing process of Seamless Steel Pipe
Painting & Coating: bare, lightly oiled, black/red/yellow painting, zinc/anti-corrosive coating
