

-

Boru hattı kaynağı ve TIG kaynak desteği arasındaki fark
Tam TIG kaynak desteği, işlemde hiçbir fark yaratmaz, ince duvarlı küçük çaplı borular (DN50 genel ve altında, 4 mm duvar kalınlığı) veya daha az olan tüm ark, iyi kaynak kökü kalitesi görünüm görüntüleme garantisi. Büyük bir çapta, kalın duvar kalınlığı u ...Devamını oku -

Degaussing Borular
Kalan manyetizma, gaz boru hatları kaynak işinin yapımında ve onarımında kaynak kalitesi nedenleri ve etkisi, bazen manyetik darbe fenomenleri kaynak işlemini etkiler. Manyetik bir darbe oluşturmak, tüp metalinin artık manyetizmasının varlığının sonucudur. Tipik olarak, manyetik ...Devamını oku -
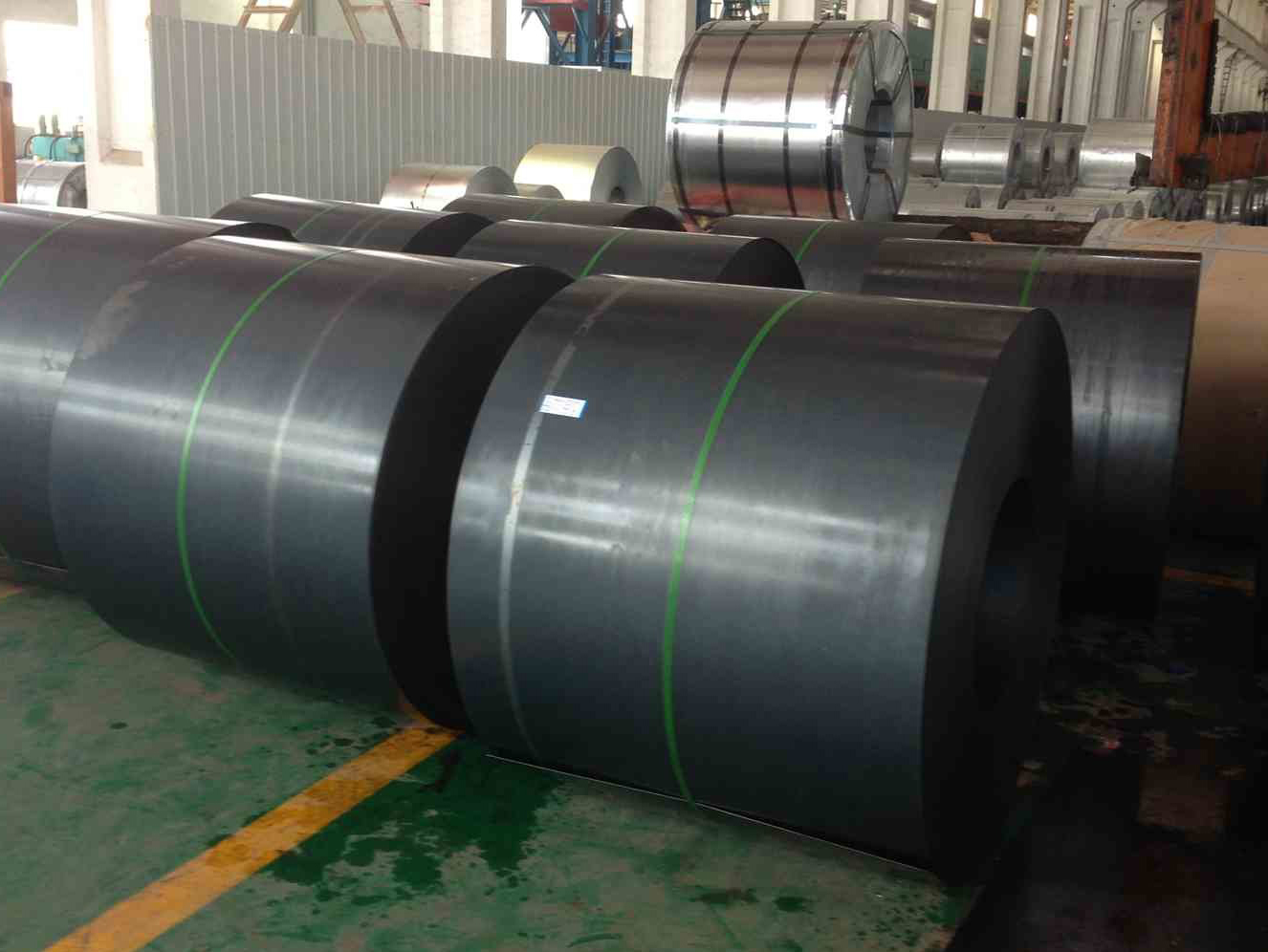
Sürekli tavlama
Sürekli tavlama, göreceli terimler toplu tavlama, şeridin sürekli bir tavlama fırını boyunca sürekli tavlanması, doğrudan üretim sarılmadan kalmadan şeridi dolaştırmadan tavlama fırınıdır. Üretim uygulamalarında, sürekli tavlama geniş uygulaması, contain ...Devamını oku -

Direnç kaynağının dezavantajı ve kusuru
Direnç kaynağı, iki elektrot arasında parçaları bastırır ve iş parçası yüzeyi ve erime veya plastik duruma ısıtılacak komşu bölgelerle temas yoluyla akan akım tarafından üretilen direnç ısısının mevcut kullanımına geçer ...Devamını oku -

Çelik salona işleminin dezavantajları
Turşu, demir oksit uzaklaştırmak için işlenmeden önce fosfat veya diğer yüzey kaplamasına ihtiyaç duyan sıcak haddelenmiş çelik boru gibi yüzey oksit ölçeğinin çıkarılmasının sıcak haddelenmiş sac metalinde yaygın olarak kullanılır; Galvanizli veya diğer sıcak daldırma galvanizli, kaplama yüzey hazırlığında kaynaklı borular ...Devamını oku -
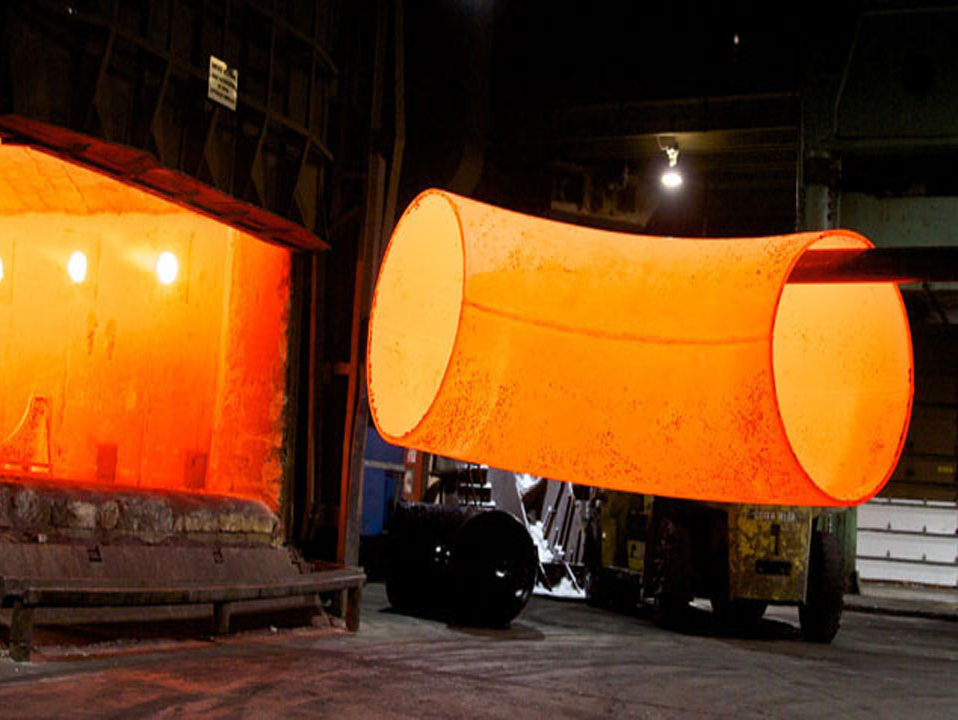
Çelik boru için ısı işlem süreci
Isı işleminin kalitesi doğrudan sonraki işlem kalitesi ile ilişkilidir ve sonunda parçaların performansını ve ömrünü etkiler, ısı işlemi makine endüstrisi büyük kirleticilerinin enerji tüketimidir. Son yıllarda, bilim ve teknolojinin ilerlemesi ve ...Devamını oku -

Kaynaklı boru basıncı patlamasının analizi
Çelik borularla teslimat, çeşitli endüstrilerde giderek daha yaygın olarak kullanılmıştır ve çelik borunun performansının kullanımı için katı gereksinimlere sahip olan nemli yeraltında çoklu gömülü çelik boru çok daha fazla kullanılmıştır. Kullanımda kaynaklı boru sızıntısı olan mevcut ısı iletimi, çelik boru kısmi s'yi kontrol edin ...Devamını oku -

Eddy Akım Testi (ET)
Eddy Akım Testi (ET) İletken üye yüzeyinin ve yüzeye yakın kusurların bir kusur tespit yöntemini tespit etmek için elektromanyetik indüksiyon prensibini kullanın. Prensibi uyarma bobinine dayanmaktadır, böylece iletken eleman, ...Devamını oku -

Boru yüzeyinde galvanizli kaplama
Galvanizli kaplama, çoğu ortamda demir ve çelik ürünler için çok uygun bir korozyon koruyucu kaplama haline getiren bir dizi özelliğe sahiptir. Galvanizli kaplamanın mükemmel alan performansı, korozyon C'nin yoğun, yapışkan korozyon ürün filmleri oluşturma yeteneğinden kaynaklanıyor ...Devamını oku -

Yüksek frekanslı boru üretim kontrolü
1. Boru Kaynak Boşluğu Kontrolü Sıkma silindirlerinin sıkışmasını ayarlayın, bu nedenle yıkama kaynak uçlarını, 7 derece veya daha az açıklık açısını, kaynak boşluğu kontrolünü 1-3 mm arasındaki tutun. Kaynak kontrolü çok büyük, kötü görünebilir, eksik füzyon veya kaynak kontrolü üretmek için kaynak çatlaması çok SMA ...Devamını oku -

Yüksek frekanslı indüksiyon kaynağının yüksek frekanslı direnç kaynağı ile karşılaştırılması
Yüksek frekanslı direnç kaynağı temel prensibi: bir çift elektrot, tüp ile doğrudan giriş frekansı akım tüpünün kenarına, cilt etkisinin yüksek frekans akımı ve yakınlık etkisi kullanılarak, akım ... ...Devamını oku -

Betonarme için koruma kaplamanın uygulanması
Beton alkalin durumundaki değişiklikler pasif filmin çelik yüzeyini yok edecek, daha sonra lokalize korozyonu pekiştirecektir. Takviye korozyonu betonarme yapı hasarı ve erken başarısızlığın ana nedenlerinden biridir. Beton yapısında yerli çelik korozyon ile ...Devamını oku