





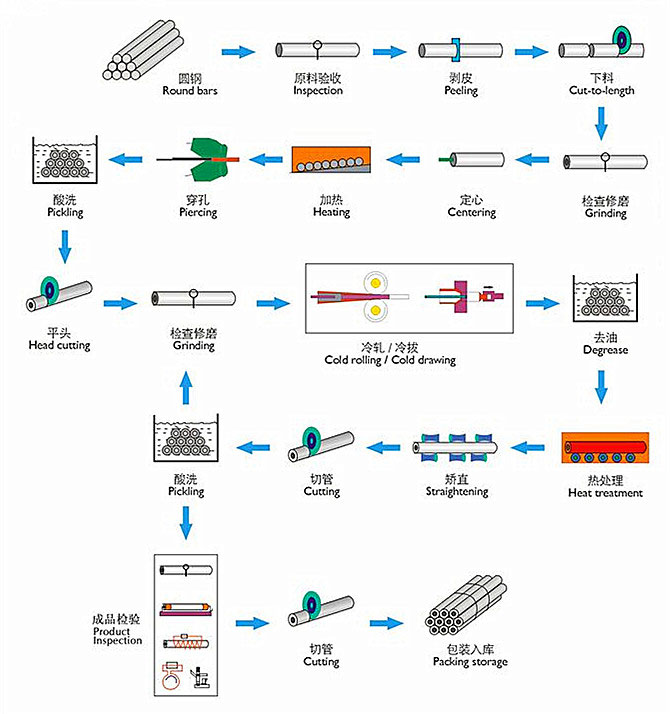
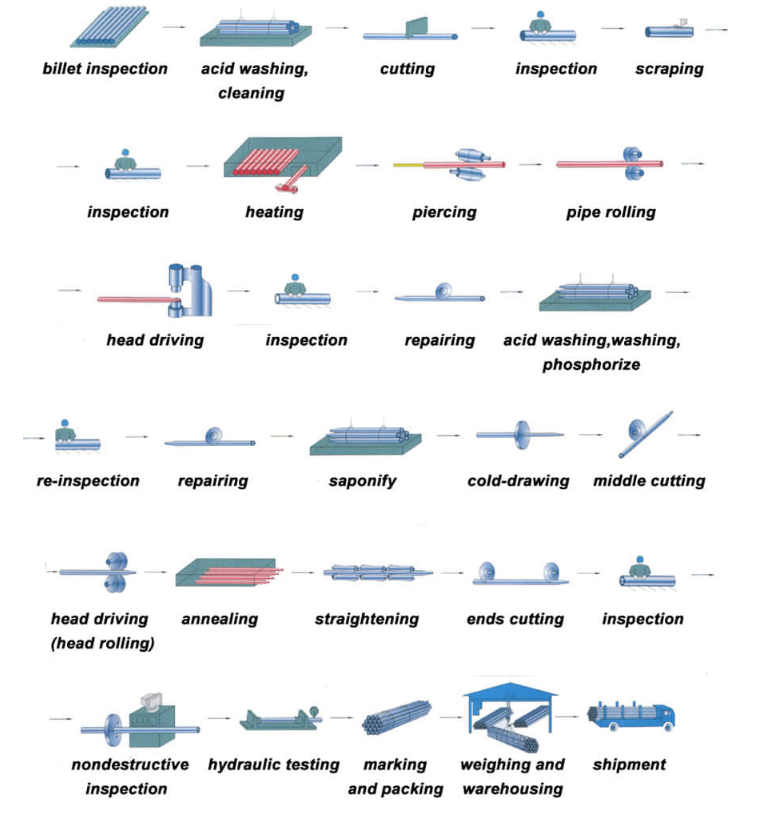
Dikişsiz Çelik Boru Üretim Süreci
Mandrel Değirmen Prosesi
Mandrel Değirmen Prosesinde katı bir yuvarlak (kütük) kullanılır. Döner ocaklı ısıtma fırınında ısıtılır ve daha sonra bir delici ile delinir. Delinmiş kütük veya içi boş kabuk, çok uzunlukta bir ana boru oluşturan dış çapı ve duvar kalınlığını azaltmak için bir mandrel değirmeni tarafından yuvarlanır. Ana tüp yeniden ısıtılır ve esneme azaltıcı ile belirlenen boyutlara daha da küçültülür. Boru daha sonra soğutulur, kesilir, düzleştirilir ve sevkıyattan önce bitirme ve muayene işlemlerine tabi tutulur.
Manner Man Tak Değirmen Süreci
Plug Mill Prosesinde katı bir yuvarlak (kütük) kullanılır. Döner ocaklı ısıtma fırınında eşit şekilde ısıtılır ve daha sonra manner parçalarıyla delinir. Delinmiş kütük veya içi boş kabuğun dış çapı ve duvar kalınlığı rulo halinde azaltılır. Haddelenmiş borunun içi ve dışı aynı anda bir sarma makinesiyle parlatılır. Sarılmış boru daha sonra bir boyutlandırma değirmeni tarafından belirtilen boyutlara göre boyutlandırılır. Bu adımdan itibaren tüp düzleştiriciden geçer. Bu işlem tüpün sıcak çalışmasını tamamlar. Bitirme ve inceleme sonrasında tüp (ana tüp olarak anılır) bitmiş bir ürün haline gelir.
SMLS Boru Uygulaması
- Kimya Endüstrisi
- Kağıt Endüstrisi
- Gübre Sanayii
- Kumaş Sanayi
- Havacılık Endüstrisi
- Nükleer Endüstri
- Akışkan Endüstrisi
- Gaz ve Petrol Endüstrisi
- Isı İletim Sanayi
- Basınç Hizmeti
- İnşaat ve Süs
- Kazanlar ve Isı eşanjörleri
- Otomobil Parçaları
- Tıbbi Cihaz
- Gıda Endüstrisi
- Yapı Malzemeleri
Biz profesyonel bir Paslanmaz Çelik Boru üreticisiyiz. Farklı ebatlarda Paslanmaz Çelik Boruların yanı sıra çeşitli özelliklerde çelik borular ve boru bağlantı parçaları da sağlıyoruz.
Avantajlarımız:
1. Çin'in önde gelen ürün servis sağlayıcısı ve çelik boru ihracatçısı
2. Kendi fabrikamızdan rekabetçi fiyat ve kalite
3. Tek Noktadan Kaynak Entegrasyonu
4. Her yıl ISO9001, CE, SGS sertifikasını geçti
5. 24 saat yanıtla en iyi hizmet
6. Esnek ödeme yöntemleri
7. Güçlü üretim kapasitesi
8. Hızlı teslimat ve standart ihracat ambalajı
9.OEM/ODM
Dikişsiz Çelik Borunun Özellikleri
| Türler | Kullanım Alanları |
| Yapı Amaçları | Genel yapı ve mekanik |
| Sıvı Hizmetler | Petrol, gaz ve diğer sıvıların taşınması |
| Düşük ve Orta Basınç | Buhar ve kazan imalatı |
| Hidrolik Direk Servisi | Hidrolik destek |
| Otomatik Yarı Şaft Muhafazası | Otomatik dikiş mili muhafazası |
| Hat Borusu | Petrol ve gaz taşıma |
| Boru ve Muhafaza | Petrol ve gaz taşıma |
| Sondaj Boruları | Kuyu sondajı |
| Jeolojik Sondaj Boruları | Jeolojik sondaj |
| Petrol Kırma Tüpleri | Fırın boruları, ısı değişimi |
Boyut
| Boru türleri | Boru Boyutu(mm) | Toleranslar | |
| Sıcak haddelenmiş | OD | <50 | ±0,50 mm |
| ≥50 | ±%1 | ||
| WT | <4 | ±%12,5 | |
| ≥4~20 | +%15, -%12,5 | ||
| >20 | ±%12,5 | ||
| Soğuk çekilmiş | OD | 6~10 | ±0,20 mm |
| 10~30 | ±0,40 mm | ||
| 30~50 | ±0,45 | ||
| >50 | ±%1 | ||
| WT | <1 | ±0,15 mm | |
| >1~3 | +%15, –%10 | ||
| >3 | +%12,5, –%10 | ||
Kimyasal Bileşim Gereksinimleri
| Standart | Seviye | Kimyasal Bileşenler (%) | Mekanik Özellikler | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Çekme Dayanımı (Mpa) | Verim Gücü (Mpa) | Uzama (%) | ||
| ASTM A53 | A | ≤0,25 | / | ≤0,95 | ≤0,05 | ≤0,06 | ≤0,15 | ≤0,40 | ≤0,08 | ≥330 | ≥205 | ≥29,5 |
| B | ≤0,30 | / | ≤1,2 | ≤0,05 | ≤0,06 | ≤0,15 | ≤0,40 | ≤0,08 | ≥415 | ≥240 | ≥29,5 | |
| Standart | Seviye | Kimyasal Bileşenler (%) | Mekanik Özellikler | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Çekme Dayanımı (Mpa) | Verim Gücü (Mpa) | Uzama(%) | ||
| ASTM A106 | A | ≤0,30 | ≥0,10 | 0.29-1.06 | ≤0,035 | ≤0,035 | ≤0,15 | ≤0,40 | ≤0,08 | ≥415 | ≥240 | ≥30 |
| B | ≤0,35 | ≥0,10 | 0.29-1.06 | ≤0,035 | ≤0,035 | ≤0,15 | ≤0,40 | ≤0,08 | ≥485 | ≥275 | ≥30 | |
| Standart | Seviye | Kimyasal Bileşenler (%) | Mekanik Özellikler | ||||||
| c | Si | Mn | P | S | Çekme Dayanımı (Mpa) | Verim Gücü (Mpa) | Uzama(%) | ||
| ASTM A179 | A179 | 0.06-0.18 | / | 0.27-0.63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | ≥35 |
| Standart | Seviye | Kimyasal Bileşenler (%) | Mekanik Özellikler | ||||||
| c | Si | Mn | P | S | Çekme Dayanımı (Mpa) | Verim Gücü (Mpa) | Uzama(%) | ||
| ASTM A192 | A192 | 0.06-0.18 | ≤0,25 | 0.27-0.63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | ≥35 |
| Standart | Seviye | Kimyasal Bileşenler | Çekme Dayanımı(min) | Akma Dayanımı (dak) | |||
| C | Mn | P | S | Mpa | Mpa | ||
| API 5L PSL1 | A | 0,22 | 0,90 | 0,030 | 0,030 | 331 | 207 |
| B | 0,28 | 1.20 | 0,030 | 0,030 | 414 | 241 | |
| X42 | 0,28 | 1.30 | 0,030 | 0,030 | 414 | 290 | |
| X46 | 0,28 | 1.40 | 0,030 | 0,030 | 434 | 317 | |
| X52 | 0,28 | 1.40 | 0,030 | 0,030 | 455 | 359 | |
| X56 | 0,28 | 1.40 | 0,030 | 0,030 | 490 | 386 | |
| X60 | 0,28 | 1.40 | 0,030 | 0,030 | 517 | 414 | |
| X65 | 0,28 | 1.40 | 0,030 | 0,030 | 531 | 448 | |
| X70 | 0,28 | 1.40 | 0,030 | 0,030 | 565 | 483 | |
| Standart | Seviye | Kimyasal Bileşenler | Çekme Dayanımı(min) | Akma Dayanımı (dak) | |||
| C | Mn | P | S | Mpa | Mpa | ||
| API 5L PSL2 | B | 0,24 | 1.20 | 0,025 | 0,015 | 414 | 241 |
| X42 | 0,24 | 1.30 | 0,025 | 0,015 | 414 | 290 | |
| X46 | 0,24 | 1.40 | 0,025 | 0,015 | 434 | 317 | |
| X52 | 0,24 | 1.40 | 0,025 | 0,015 | 455 | 359 | |
| X56 | 0,24 | 1.40 | 0,025 | 0,015 | 490 | 386 | |
| X60 | 0,24 | 1.40 | 0,025 | 0,015 | 517 | 414 | |
| X65 | 0,24 | 1.40 | 0,025 | 0,015 | 531 | 448 | |
| X70 | 0,24 | 1.40 | 0,025 | 0,015 | 565 | 483 | |
| X80 | 0,24 | 1.40 | 0,025 | 0,015 | 621 | 552 | |
Dikişsiz Çelik Boru Üretim Süreci
Boyama ve Kaplama:çıplak, hafif yağlı, siyah/kırmızı/sarı boyalı, çinko/korozyon önleyici kaplama
