





Karbon çelik boru esas olarak, kasıtlı olarak eklenmiş çelik alaşım elementleri içermeyen karbon kütle fraksiyonunun% 2,11'den az olduğunu ifade eder; bir çelikte bulunan karbon seviyesi, çeliğin mukavemetini etkileyen en önemli faktörlerden biridir. sertlik artar ve süneklik, tokluk ve kaynak kabiliyeti azalır. Ayrıca karbon çelik borular genellikle karbonun yanı sıra az miktarda silikon, manganez, kükürt, fosfor da içerir. Diğer çelik türleri ile karşılaştırıldığında CS SMLS boru en erken, düşük maliyetli, geniş performans aralığına sahip, en büyük miktardır. Nominal basınç PN ≤ 32.0MPa, sıcaklık -30-425 °C su, buhar, hava, hidrojen, amonyak, nitrojen ve petrol ürünleri ve diğer ortamlar için uygundur. CS dikişsiz boru, modern endüstride en büyük miktarda temel malzemeyi kullanan en eski borudur. Dünyadaki sanayileşmiş ülkeler, yüksek dayanımlı düşük alaşımlı çelik ve alaşımlı çelik üretimini artırma çabaları içinde, aynı zamanda kalitenin artırılmasına ve çeşit ve kullanım yelpazesinin genişletilmesine de oldukça dikkat etmektedir. Ülkelerin toplam üretimi içindeki payı yaklaşık %80 civarında tutulan çelik, binalar, köprüler, demiryolları, taşıtlar, gemiler ve her türlü makine imalat sanayinin yanı sıra modern petrokimya sanayinde de yaygın olarak kullanılmaktadır. sanayi, denizcilik geliştirme de yoğun olarak kullanılmaktadır.
Standart:API SPEC 5L,ISO 3183,ASTM A 53M,ASTM A 106M,JIS G 3454,JIS G 3455, JIS G 3456
Boyut:
SMLS: Φ10,3~1016×1,7~52mm
KAYNAK: Φ219~2134×5~52mm
Uzunluk:Rastgele Uzunluk, Sabit Uzunluk, SRL, DRL
Çelik Sınıfı:
ASTM A53/ASTM A106: GR A, GR B, GR CASME
ASME A500: GR.A, GR.B, GR.C, GR.D
Test Gerekli:
Kimyasal Analiz, Mekanik Test, Görsel Muayene, Çekme Testi, Boyut Kontrolü, Eğilme Testi, Düzleştirme Testi, Darbe Testi, DWT Testi, NDT Testi, Hidrostatik Test, Sertlik Testi.
Karbon Çelik Boru Uygulaması
- Otomobil sektörleri
- İç ve dış mimari yapılar
- Su boru hatları
- Gaz hatları
- Petrol ve Gaz endüstrileri
- Basınç servisi
- Kazan ve elektrik gücü
- Makineler
- Gaz deposu
- Kimya mühendisliği
- Açık deniz ve petrol mühendisliği
Karbon Çelik Borunun Boyutları
| Dış Çap (mm) | Duvar Kalınlığı (mm) | ||||||||||||||||||||||||||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 35 | ||
| 73 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| 76.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 82.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 88.9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 101.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 114.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 127 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 139.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 152.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 159 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 168.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 177.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 193.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 203 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 219.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 244.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 273 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 298.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 323.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 339.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 355.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 406.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 457.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 473.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 508 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 530 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 558.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 609.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 630 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Standart | Boru tipi | Sınıf | Seviye |
| API SPEC 5L ISO 3183 | SMLS | PLS1 | L245B, L290X42, L320X46, L360X52, L390 X56, L415 X60, L450 X65, L485 X70 |
| PLS2 | L245N BN, L290N X42N, L320N X46N, L360N X52N, L390N X56N, L415N X60N, L360Q X52Q, L390Q X56Q, L415Q X60Q, L485Q X70Q
| ||
| PLS2 Ekşi Çevre | L245NS BNS, L290NS X42NS, L320NS X46NS L360NS X52NS, L390NS X56NS, L415NS X60NS, L360QS X52QS, L390QS X56QS, L415QS X60QS L485QS X70QS
| ||
| KAYNAK | PLS1 | L245B, L290 X42, L320 X46, L360 X52 L390 X56, L415 X60, L450 X65, L485 X70 | |
| PLS2 | L245M BM, L290M X42M, L320M X46M, L360M X52M, L390M X56M, L415M X60M, L450M X65M, L485M X70M, L555M X80M, | ||
Seviye:
| Standart | Seviye |
| ASTM A 53 M | A, B |
| ASTM A 106M | A, B, C |
| JISG3454 | STPG 370, STPG 410 |
| JIS G3455 | STPG370, STPG410, STPG480 |
| JISG3456 | STPG370, STPG410, STPG480 |
Not: am tablosu dışındaki notlar istişare yoluyla sağlanabilir.
Kimyasal Bileşim (%):
| Standart | Seviye | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | V |
| ASTMA 53 milyon | A | ≤0,25 | - | ≤0,95 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | - | ≤1,20 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| ASTM A 106M | A | ≤0,25 | ≥0,10 | 0.27-0.93 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | ≥0,10 | 0.29-1.06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| C | ≤0,35 | ≥0,10 | 0.29-1.06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| JISG3454 | STPG370 | ≤0,25 | ≤0,35 | 0.30-0.90 | ≤0,040 | ≤0,040 | - | - | - | - | - |
| STPG 410 | ≤0,30 | ≤0,35 | 0.30-1.00 | ≤0,040 | ≤0,040 | - | - | - | - | - | |
| JIS G3455 | STS370 | ≤0,25 | 0.10-0.35 | 0.30-1.10 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STS 410 | ≤0,30 | 0.10-0.35 | 0.30-1.40 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STS480 | ≤0,33 | 0.10-0.35 | 0.30-1.50 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| JISG3456 | STPT370 | ≤0,25 | 0.10-0.35 | 0.30-0.90 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STPT410 | ≤0,30 | 0.10-0.35 | 0.30-1.00 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STPT480 | ≤0,33 | 0.10-0.35 | 0.30-1.00 | ≤0,035 | ≤0,035 | - | - | - | - | - |
Not: am tablosu dışındaki notlar istişare yoluyla sağlanabilir.
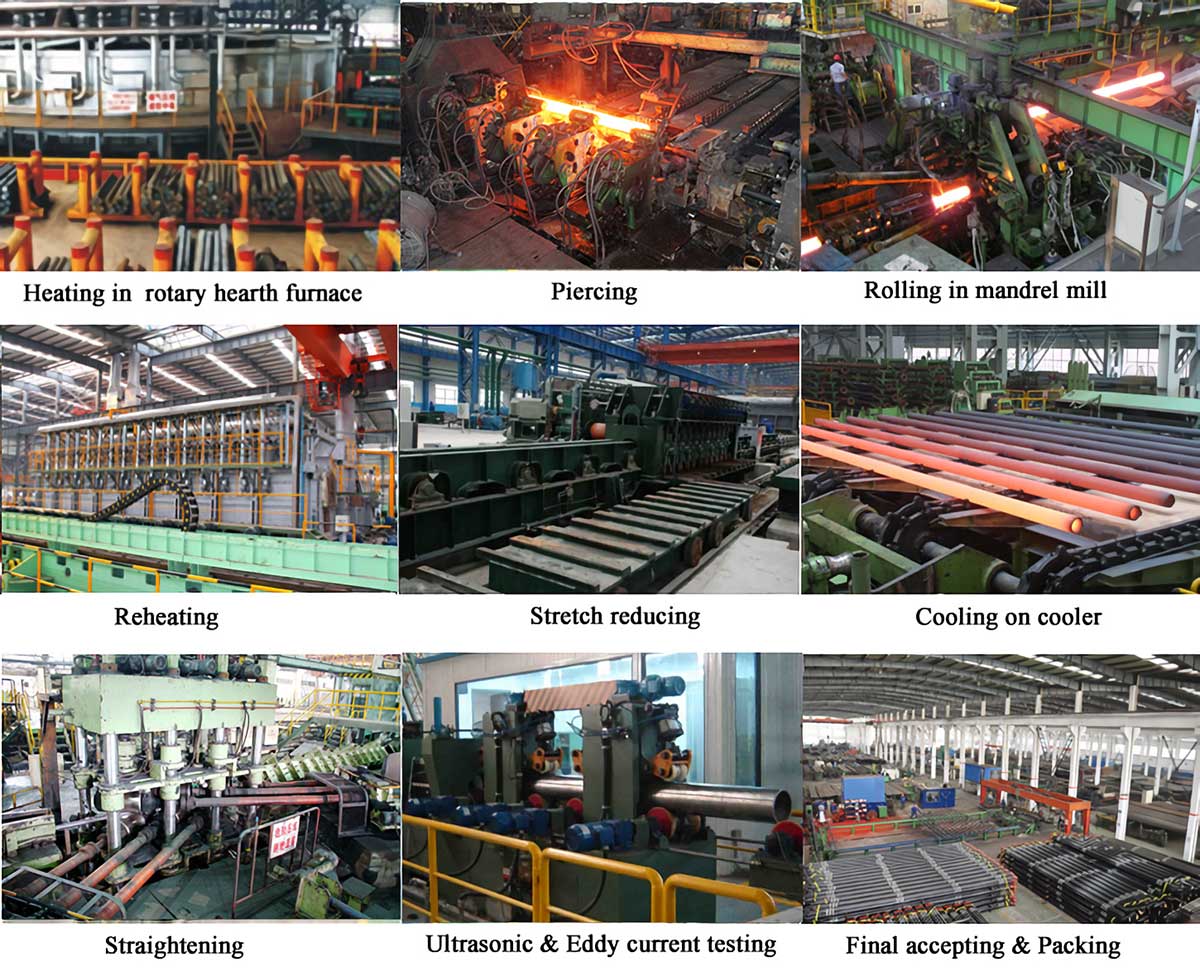
Sıcak Haddeleme Dikişsiz Çelik Hat Borusu İmalatı / Üretim Süreçleri
Haddelenmiş Yuvarlak Kütük – Muayene – Kesme – Isıtma – Delme – Uzatma – Hafif Gerilim Azaltma – Düzeltme – Corp Uç Kesme – Görsel Muayene – NDT – Hidrostatik Test – İşleme Sonları – Ürün Kontrolü – Boyama ve Markalama – Paketleme – Depolama
Soğuk Çekilmiş (Haddelenmiş) Dikişsiz Çelik Boru Üretim Süreci
Ana boru (Normalde sıcak haddelenmiş borular için) – Muayene – Tavlama – Uç İşlemi (Vurma ve Delme) – Asitleme – Taşlama – Fosforizasyon (Annoit) – Soğuk Çekilmiş (Haddelenmiş) – Yağ Alma ve Temizleme – Isıl işlem (Çözelti işlemi) – Doğrultma – Hidrostatik test – Boyama ve Markalama – Depolama
Çelik Borunun Yüzey İşlemi:
Petrol boru hattının hizmet ömrünü uzatmak için, genellikle çelik boru ve korozyon önleyici kaplamanın sağlam kombinasyonunu kolaylaştırmak için yüzey işlemi gerçekleştirilir. Yaygın işleme yöntemleri şunlardır: temizleme, takım pasını alma, dekapaj, dört kategoride kumlama pas alma.
1. Çelik borunun yüzeyine yapışan gres, toz, yağlayıcı, organik maddelerin temizlenmesi, genellikle yüzeyi temizlemek için solvent, emülsiyon kullanılarak. Ancak çelik borunun yüzeyindeki pas, oksit tabakası ve kaynak cürufu giderilemediğinden başka arıtma yöntemlerine ihtiyaç duyulur. Alet pasının giderilmesi Çelik boru yüzeyi oksit, pas, kaynak cürufu, yüzey işlemini temizlemek ve cilalamak için çelik tel fırça kullanabilir. Aletin pasını alma, manuel ve güce ayrılabilir, manuel alet pasını alma, SA'ya ulaşabilir.
2. Seviye, elektrikli aletin pas alma işlemi Sa3 seviyesine ulaşabilir. Çelik borunun yüzeyi özellikle güçlü bir oksit tabakasıyla kaplanmışsa, pasın aletler yardımıyla çıkarılması imkansız olabilir, bu nedenle başka yollar bulmamız gerekir.
3. Asitleme yaygın dekapaj yöntemleri kimya ve elektrolizi içerir. Ancak boru hattının korozyona karşı korunması için yalnızca kimyasal dekapaj kullanılır. Kimyasal dekapaj, çelik borunun yüzeyinde belirli bir derecede temizlik ve pürüzlülük sağlayabilir, bu da sonraki ankraj hatları için uygundur. Genellikle yeniden işlemeden sonra atış (kum) halinde.
4. Yüksek güçlü motorla pasın giderilmesi için kumlama, yüksek hızlı dönen bıçakları, çelik kumu, çelik bilyeyi, segmenti, mineralleri ve diğer aşındırıcı telleri, çelik boru yüzeyindeki sprey ve kütle fırlatma üzerindeki merkezkaç kuvvetinin etkisi altında çalıştırır, pası iyice giderir Bir yandan oksitler ve kir, diğer yandan gerekli düzgün pürüzlülüğü elde etmek için aşındırıcı şiddetli darbe ve sürtünme kuvveti etkisi altındaki çelik boru. Dört arıtma yöntemi arasında kumlama ve pas alma, boru pasını alma için ideal bir arıtma yöntemidir. Genel olarak, bilyeli püskürtme ve pas alma esas olarak çelik borunun iç yüzey işleminde kullanılır ve bilyeli püskürtme ve pas alma esas olarak çelik borunun dış yüzey işlemi için kullanılır.
Sprey boya

Su geçirmez ambalaj
