

-

グルーブ接続パイプフィッティング
グルーブ接続パイプフィッティングには、2つの幅広いカテゴリの製品が含まれています。Necontion接続シーリングの役割を果たすフィッティングには、剛性ジョイント、柔軟なジョイント、機械的ティー、溝付きフランジが含まれます。接続遷移のためのパイプフィッティングには、肘、ティー、ティー、リデューサー、ブラインドプラットが含まれます...続きを読む -

スパイラルスチールパイプの溶接ゾーンでの一般的な欠陥
スパイラルスチールパイプの溶接ゾーンでの一般的な欠陥泡の気泡は、主に溶接ビーズの中心に発生しますが、水素は空気気泡の形で溶接金属にまだ隠されています。主な理由は、溶接ワイヤとフラックスの表面に湿気があり、これが直接使用されていることです...続きを読む -

長方形のチューブを切断する際に注意すべき点
長方形のチューブを切断するときに注意すべき点1。その場所を切断するには、ぼろまたは柔らかい布で長方形のチューブの表面に油、破片、または泥を拭き取ります。 2。特別なステンレス鋼の切削工具を選択してください。 3。建設図面と現場の状況によると...続きを読む -
パイプラインNDTの機能
パイプラインNDTの特徴非破壊的テストの特徴は、テストピースの材料と構造を損傷することなくテストできることです。したがって、非破壊検査を実装した後、製品の検査率は100%に達する可能性があります。ただし、すべてのアイテムとインドではありません...続きを読む -

厚い壁の鋼管の溶接制御
1。厚壁の鋼管の溶接温度制御溶接温度は、高周波の渦電流熱電力の影響を受けます。高周波の渦電流の熱電力は、現在の周波数の影響を受けます。渦電流の熱電力は、...続きを読む -

ストレートシームスチールパイプの純度改善
高周波溶接パイプの平らな亀裂は、溶接マイクロ亀裂、硬くて脆性相包有物、粗い粒界の構造などによって引き起こされます。溶接継ぎ目をよく制御するために、溶接包含亀裂指数の概念が提案されています。主に不十分な溶接帯によって引き起こされる...続きを読む -

パイプラインのトレンチレス修復の準備
1.必要な材料をプリセットします(そして、既存のパイプラインの実際の需要に1mを追加します)。 2。パイプラインのオンサイトの長さの測定。 3.オンサイトパイプラインを測定し、チューブのサイズをよく理解し、すべての方向とすべての方向で測定します。 4。機械的equiの検査...続きを読む -

スチールパイプの脱炭を防ぐ方法は?
鋼管の生産プロセスで脱炭が発生すると、その後のプロセスに影響を与え、鋼管自体の高品質の性能とサービス寿命を減らします。したがって、メーカーは通常、一般的にこの問題を回避または解決するために適切な措置を講じます...続きを読む -
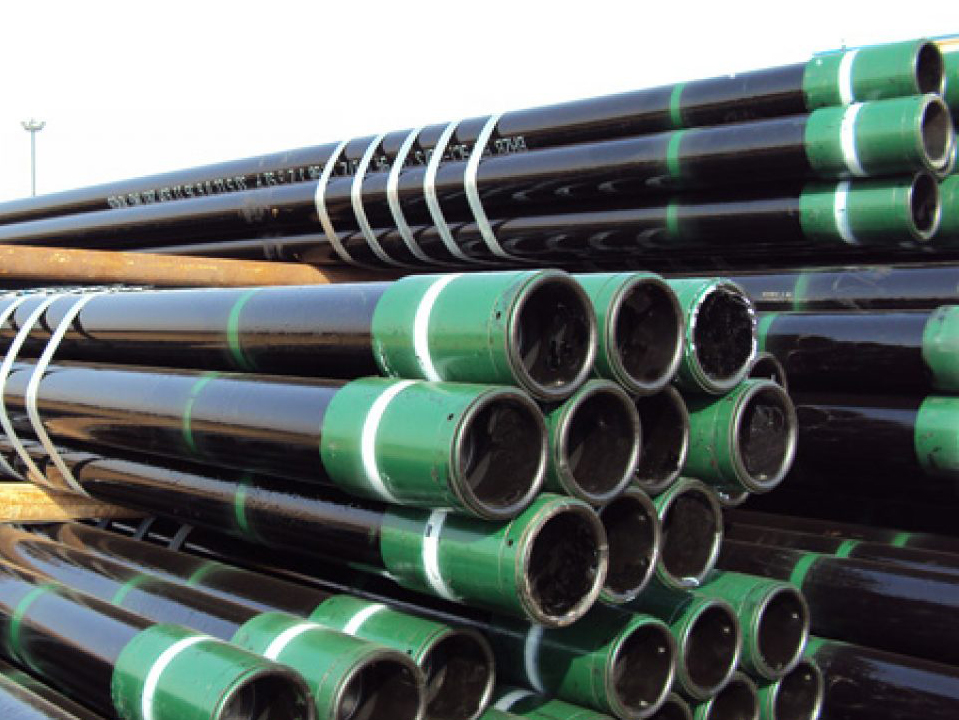
オイルケーシングパイプとオイルドリルパイプの3つの主な違い
1.オイルケーシングパイプとオイルドリルパイプの人気:オイルケーシングは、オイルとガスの井戸の井戸を支えるために使用される鋼管です。それぞれの井戸は、異なる博士に従っていくつかの層のケーシングを使用します...続きを読む -

大口径の薄壁パイプ
大口径の薄壁パイプ1。一般的に大径の薄壁パイプは、水、ガス、空気、油、加熱蒸気などの一般的に低圧液の輸送に使用されます。 2。通常の炭素鋼線のブッシングは、電気設備のワイヤーを保護するために使用される鋼管です...続きを読む -

大径鋼パイプ接続タイプ
大径鋼パイプ接続タイプ1。クイックコネクトフランジタイプ:フランジとサポートパーツで円形のアルゴンアーク溶接を実行し、高速クリップを使用してフランジ間のガスケットを圧縮してシーリングロールを再生し、サポート接続を完了します。 2.ウェルディングタイプ:パフォーマンス...続きを読む -
エポキシ樹脂でコーティングされた鋼管の適応性
エポキシ樹脂でコーティングされた鋼管のコーティングは、鋼とプラスチックの利点を組み合わせた熱硬化プラスチックに属し、その範囲には次のものが含まれます。 2。ガス排水、泥輸送、換気システムi ...続きを読む