

-

Разница между сваркой трубопровода и сваркой TIG
Полная сварка TIG не имеет значения в процессе, вся дуга для тонкостенных труб малого диаметра (общий DN50 и внизу толщины стенки 4 мм) или меньше, цель гарантирования хорошего визуализации качества корня сварки. Когда большой диаметр, толщина густой стенки должна быть ...Читать далее -

Дегуссирующие трубы
Остаточный магнетизм вызывает и влияет на качество сварки при строительстве и ремонте газопроводов сварки, иногда явления магнитного удара влияют на процесс сварки. Образование магнитного удара является результатом присутствия остаточного магнетизма трубчатого металла. Как правило, магнитный ...Читать далее -
Непрерывный отжиг
Непрерывное отжиг - это относительный термин, отжигающий отжиг, непрерывный отжиг полосы через непрерывную печь, отжимая печь без герметизации, не оставаясь непосредственно на вершине производства. В производственных приложениях непрерывное применение широкого отжига, продолжается ...Читать далее -

Недостаток и дефект сварки сопротивления
Сварка сопротивления нажимает сварщики между двумя электродами и проходит до тока использования тепла сопротивления, генерируемого током, протекающим через контакт с поверхностью заготовки и соседними областями, которые должны быть нагреты до плавления или пластикового состояния, чтобы образовать металлический биндин ...Читать далее -

Недостатки процесса осаждения стали
Закапляция широко используется в блане с горячим листовым металлом, что удаление поверхностной оксидной шкалы, такая как горячая стальная труба, нуждающаяся в фосфатном или другом поверхностном покрытии перед обработкой для удаления оксида железа; Сварные трубы в оцинкованных или других горячих оцинкованных, покрывающих поверхностных приготовления ...Читать далее -
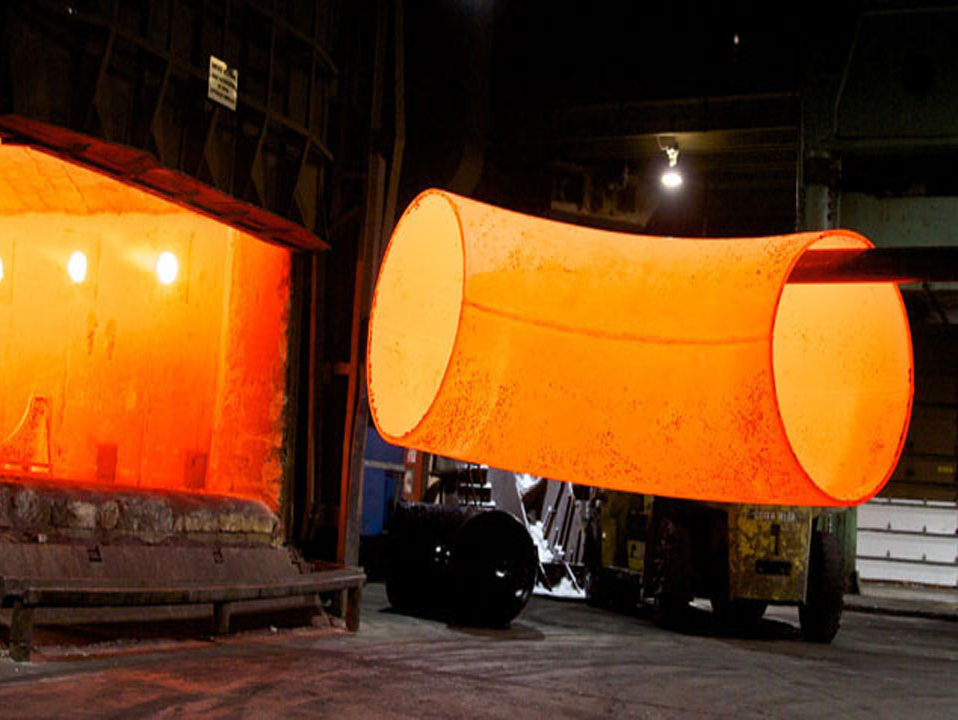
Процесс термообработки для стальной трубы
Качество термообработки напрямую связано с последующим качеством обработки и в конечном итоге влияет на производительность и срок службы деталей, термообработка является энергопотреблением крупных загрязняющих загрязнителей машин. В последние годы с развитием науки и техники и ее ...Читать далее -

Анализ взрыва давления сварной трубы
Доставка со стальными трубами все более и более широко используется в различных отраслях, а стальные трубы многобили в влажном подземном подземном, что имеет строгие требования для использования производительности стальной трубы. Существующая тепловая трансмиссия с использованием сварной утечки труб, проверьте частичную трубу ...Читать далее -

Тестирование вихревого тока (ET)
Тестирование вихревого тока (ET) Используйте принцип электромагнитной индукции, чтобы обнаружить метод обнаружения недостатков на поверхности проводящего элемента и дефектов ближней поверхности. Его принцип основан на катушке возбуждения, так что проводящий член генерирует вихревые токи, посредством определения ...Читать далее -

Оцинкованное покрытие на поверхности трубы
Гальванизированное покрытие имеет ряд характеристик, которые делают его хорошо подходящим защитным покрытием для железа и стальных продуктов в большинстве сред. Превосходные полевые показатели оцинкованного покрытияЧитать далее -

Высокочастотный контроль производства труб
1. Управление зазором сварного шва для труб. Регулировать количество сжимающих роликов, поэтому держите концы сварного шва. Управление сварной шерстью слишком велик, он может показаться плохим, взломать сварки, чтобы произвести неполное слияние или управление сварной шерстью - это слишком SMA ...Читать далее -

Сравнение высокочастотной индукционной сварки с высокочастотной сваркой сопротивления
Основной принцип сварки сварки сварки сопротивления: пара электродов два края ноги с трубкой, непосредственно к краю входной частоты трубки, используя высокочастотный ток кожного эффекта и эффекта близости, так что ток высоко сконцентрирован в краю ...Читать далее -

Применение защитного покрытия для железобетона
Изменения бетонного щелочного состояния разрушили бы стальную поверхность пассивной пленки, а затем усиление локализованная коррозия. Коррозия армирования - это повреждение железобетонной конструкции и одной из основных причин раннего сбоя. С домашней стальной коррозией в бетонных сооружениях ...Читать далее