





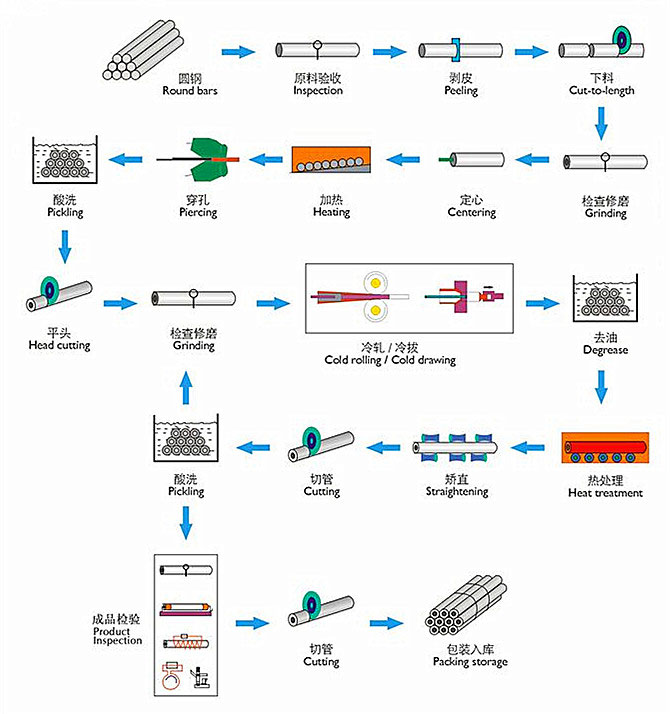
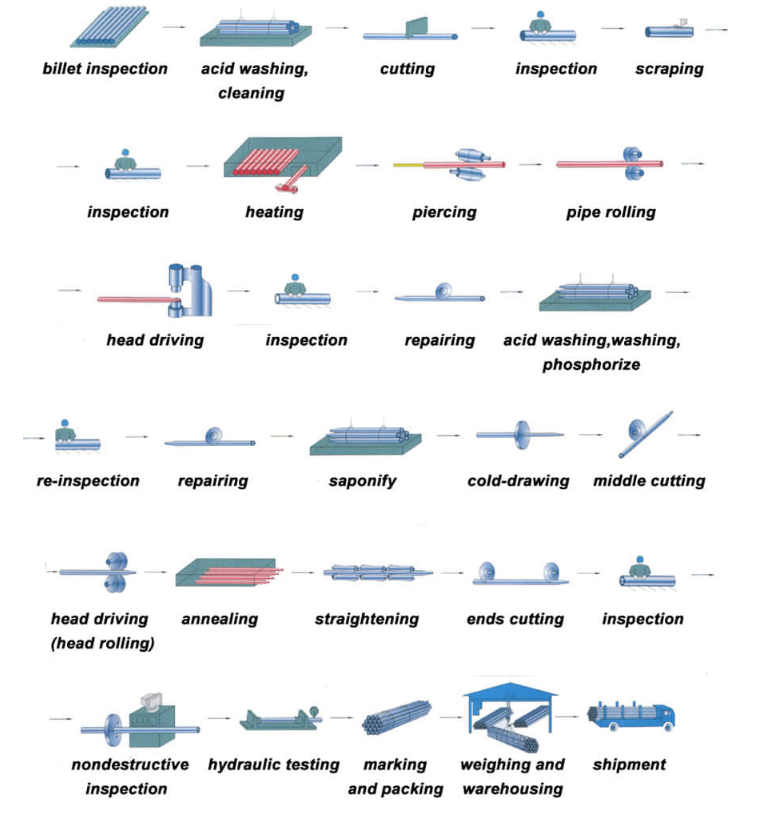
Quy trình sản xuất ống thép liền mạch
Quy trình máy nghiền trục gá
Trong Quy trình Mandrel Mill, một vòng rắn (phôi) được sử dụng. Nó được nung nóng trong lò nung quay và sau đó được xuyên qua bằng máy xỏ. Phôi xuyên thủng hoặc vỏ rỗng được cán bằng máy nghiền trục gá để giảm đường kính ngoài và độ dày thành tạo thành ống mẹ có nhiều chiều dài. Ống mẹ được làm nóng lại và tiếp tục được thu nhỏ đến kích thước quy định bằng bộ giảm độ giãn. Sau đó, ống được làm nguội, cắt, làm thẳng và trải qua quá trình hoàn thiện và kiểm tra trước khi vận chuyển.
Quy trình cắm máy Manner Man
Trong Quy trình Plug Mill, một vòng đặc (phôi) được sử dụng. Nó được làm nóng đồng đều trong lò nung quay và sau đó được xuyên qua bởi các mảnh Manner. Phôi xuyên thủng hoặc vỏ rỗng được cuộn giảm đường kính ngoài và độ dày thành. Ống cuộn được đánh bóng đồng thời bên trong và bên ngoài bằng máy quay. Sau đó, ống cuộn được định cỡ bằng máy nghiền kích thước theo kích thước quy định. Từ bước này ống đi qua máy ép tóc. Quá trình này hoàn thành quá trình làm việc nóng của ống. Ống (gọi tắt là ống mẹ) sau khi hoàn thiện và kiểm tra sẽ trở thành sản phẩm hoàn chỉnh.
Ứng dụng của ống SMLS
- Công nghiệp hóa chất
- Công nghiệp giấy
- Công nghiệp phân bón
- Công nghiệp vải
- Công nghiệp hàng không
- Công nghiệp hạt nhân
- Công nghiệp chất lỏng
- Công nghiệp dầu khí
- Công nghiệp truyền nhiệt
- Dịch vụ áp lực
- Xây dựng và trang trí
- Nồi hơi và bộ trao đổi nhiệt
- Phụ tùng ô tô
- Thiết bị y tế
- Công nghiệp thực phẩm
- Vật liệu xây dựng
Chúng tôi là nhà sản xuất ống thép không gỉ chuyên nghiệp. Chúng tôi cung cấp Ống thép không gỉ với nhiều kích cỡ khác nhau cũng như ống thép và phụ kiện đường ống với nhiều thông số kỹ thuật khác nhau.
Ưu điểm của chúng tôi:
1. Nhà cung cấp dịch vụ sản phẩm và xuất khẩu ống thép hàng đầu Trung Quốc
2. Giá cả và chất lượng cạnh tranh từ nhà máy của chúng tôi
3. Tích hợp tài nguyên một cửa
4. Đạt chứng nhận ISO 9001, CE, SGS hàng năm
5. Dịch vụ tốt nhất với phản hồi 24 giờ
6. Phương thức thanh toán linh hoạt
7. Năng lực sản xuất mạnh
8. Giao hàng nhanh và bao bì xuất khẩu tiêu chuẩn
9.OEM/ODM
Đặc điểm của ống thép liền mạch
| Các loại | Công dụng |
| Mục đích cấu trúc | Cấu trúc chung và cơ khí |
| Dịch vụ lỏng | Vận chuyển dầu, khí đốt và các chất lỏng khác |
| Áp suất thấp và trung bình | Sản xuất hơi nước và nồi hơi |
| Dịch vụ trụ cột thủy lực | Hỗ trợ thủy lực |
| Vỏ bán trục tự động | Vỏ trục đường may tự động |
| Đường ống | Vận chuyển dầu khí |
| Ống và vỏ | Vận chuyển dầu khí |
| Ống khoan | khoan giếng |
| Ống khoan địa chất | Khoan địa chất |
| Ống nứt dầu mỏ | Ống lò, trao đổi nhiệt |
Kích thước
| Các loại ống | Ống Szie (mm) | Dung sai | |
| cán nóng | OD | <50 | ± 0,50mm |
| ≥50 | ±1% | ||
| WT | <4 | ±12,5% | |
| ≥4~20 | +15%, -12,5% | ||
| >20 | ±12,5% | ||
| Vẽ nguội | OD | 6~10 | ± 0,20mm |
| 10~30 | ± 0,40mm | ||
| 30~50 | ±0,45 | ||
| >50 | ±1% | ||
| WT | <1 | ± 0,15mm | |
| >1~3 | + 15%, – 10% | ||
| >3 | + 12,5%, – 10% | ||
Yêu cầu về thành phần hóa học
| Tiêu chuẩn | Cấp | Thành phần hóa học (%) | Tính chất cơ học | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Độ bền kéo (Mpa) | Sức mạnh năng suất (Mpa) | Độ giãn dài (%) | ||
| ASTM A53 | A | .250,25 | / | .90,95 | .00,05 | .00,06 | .10,15 | .40,40 | .00,08 | ≥330 | ≥205 | ≥29,5 |
| B | .30,30 | / | .1.2 | .00,05 | .00,06 | .10,15 | .40,40 | .00,08 | ≥415 | ≥240 | ≥29,5 | |
| Tiêu chuẩn | Cấp | Thành phần hóa học(%) | Tính chất cơ học | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Độ bền kéo (Mpa) | Sức mạnh năng suất (Mpa) | Độ giãn dài(%) | ||
| ASTM A106 | A | .30,30 | ≥0,10 | 0,29-1,06 | .035,035 | .035,035 | .10,15 | .40,40 | .00,08 | ≥415 | ≥240 | ≥30 |
| B | .30,35 | ≥0,10 | 0,29-1,06 | .035,035 | .035,035 | .10,15 | .40,40 | .00,08 | ≥485 | ≥275 | ≥30 | |
| Tiêu chuẩn | Cấp | Thành phần hóa học(%) | Tính chất cơ học | ||||||
| c | Si | Mn | P | S | Độ bền kéo (Mpa) | Sức mạnh năng suất (Mpa) | Độ giãn dài(%) | ||
| ASTM A179 | A179 | 0,06-0,18 | / | 0,27-0,63 | .035,035 | .035,035 | ≥325 | ≥180 | ≥35 |
| Tiêu chuẩn | Cấp | Thành phần hóa học(%) | Tính chất cơ học | ||||||
| c | Si | Mn | P | S | Độ bền kéo (Mpa) | Sức mạnh năng suất (Mpa) | Độ giãn dài(%) | ||
| ASTM A192 | A192 | 0,06-0,18 | .250,25 | 0,27-0,63 | .035,035 | .035,035 | ≥325 | ≥180 | ≥35 |
| Tiêu chuẩn | Cấp | Thành phần hóa học | Độ bền kéo (phút) | Sức mạnh năng suất (phút) | |||
| C | Mn | P | S | Mpa | Mpa | ||
| API 5L PSL1 | A | 0,22 | 0,90 | 0,030 | 0,030 | 331 | 207 |
| B | 0,28 | 1,20 | 0,030 | 0,030 | 414 | 241 | |
| X42 | 0,28 | 1h30 | 0,030 | 0,030 | 414 | 290 | |
| X46 | 0,28 | 1,40 | 0,030 | 0,030 | 434 | 317 | |
| X52 | 0,28 | 1,40 | 0,030 | 0,030 | 455 | 359 | |
| X56 | 0,28 | 1,40 | 0,030 | 0,030 | 490 | 386 | |
| X60 | 0,28 | 1,40 | 0,030 | 0,030 | 517 | 414 | |
| X65 | 0,28 | 1,40 | 0,030 | 0,030 | 531 | 448 | |
| X70 | 0,28 | 1,40 | 0,030 | 0,030 | 565 | 483 | |
| Tiêu chuẩn | Cấp | Thành phần hóa học | Độ bền kéo (phút) | Sức mạnh năng suất (phút) | |||
| C | Mn | P | S | Mpa | Mpa | ||
| API 5L PSL2 | B | 0,24 | 1,20 | 0,025 | 0,015 | 414 | 241 |
| X42 | 0,24 | 1h30 | 0,025 | 0,015 | 414 | 290 | |
| X46 | 0,24 | 1,40 | 0,025 | 0,015 | 434 | 317 | |
| X52 | 0,24 | 1,40 | 0,025 | 0,015 | 455 | 359 | |
| X56 | 0,24 | 1,40 | 0,025 | 0,015 | 490 | 386 | |
| X60 | 0,24 | 1,40 | 0,025 | 0,015 | 517 | 414 | |
| X65 | 0,24 | 1,40 | 0,025 | 0,015 | 531 | 448 | |
| X70 | 0,24 | 1,40 | 0,025 | 0,015 | 565 | 483 | |
| X80 | 0,24 | 1,40 | 0,025 | 0,015 | 621 | 552 | |
Quy trình sản xuất ống thép liền mạch
Sơn & Sơn:trần, sơn dầu nhẹ, sơn đen/đỏ/vàng, sơn kẽm/chống ăn mòn
