

-

ความแตกต่างระหว่างการเชื่อมท่อและการสำรองการเชื่อม TIG
การสำรองการเชื่อม Full TIG ไม่แตกต่างกันในกระบวนการส่วนโค้งทั้งหมดสำหรับท่อขนาดเส้นผ่าศูนย์กลางขนาดเล็กที่มีผนังบาง (DN50 ทั่วไปและต่ำกว่าความหนาของผนัง 4 มม.) หรือน้อยกว่านั้นวัตถุประสงค์ของการรับประกันการถ่ายภาพที่มีคุณภาพการเชื่อมที่ดี เมื่อเส้นผ่านศูนย์กลางขนาดใหญ่ความหนาของผนังหนาควรเป็นคุณ ...อ่านเพิ่มเติม -

ท่อลดลง
แม่เหล็กตกค้างทำให้เกิดและผลกระทบต่อคุณภาพของการเชื่อมในการก่อสร้างและซ่อมแซมงานเชื่อมท่อก๊าซบางครั้งปรากฏการณ์การเป่าแม่เหล็กส่งผลกระทบต่อกระบวนการเชื่อม การก่อตัวเป็นแม่เหล็กเป็นผลมาจากการปรากฏตัวของแม่เหล็กตกค้างของโลหะท่อ โดยทั่วไปแม่เหล็ก ...อ่านเพิ่มเติม -
การหลอมต่อเนื่อง
การหลอมอย่างต่อเนื่องเป็นคำศัพท์ที่เกี่ยวข้องกับการหลอมการหลอมอย่างต่อเนื่องของแถบผ่านเตาหลอมต่อเนื่องเตาหลอมโดยไม่ต้องปิดผนึกแถบโดยไม่ต้องพักการผลิตโดยตรง ในแอปพลิเคชันการผลิตแอปพลิเคชั่นที่มีการหลอมอย่างต่อเนื่องต่อไป ...อ่านเพิ่มเติม -

ข้อเสียและข้อบกพร่องของการเชื่อมความต้านทาน
การเชื่อมความต้านทานจะถูกกดชิ้นส่วนเชื่อมระหว่างอิเล็กโทรดทั้งสองและผ่านไปยังการใช้ความร้อนความต้านทานในปัจจุบันที่เกิดจากกระแสไหลผ่านการสัมผัสกับพื้นผิวชิ้นงานและพื้นที่ใกล้เคียงที่จะถูกทำให้ร้อนกับสถานะหลอมเหลวหรือพลาสติกอ่านเพิ่มเติม -

ข้อเสียของกระบวนการดองเหล็ก
ดองถูกนำมาใช้กันอย่างแพร่หลายในแผ่นโลหะที่รีดร้อนว่างเปล่าซึ่งการกำจัดสเกลออกไซด์ของพื้นผิวเช่นท่อเหล็กรีดร้อนที่ต้องการฟอสเฟตหรือการเคลือบผิวอื่น ๆ ก่อนที่จะทำการประมวลผลเพื่อกำจัดเหล็กออกไซด์; ท่อเชื่อมในชุบสังกะสีหรือชุบสังกะสีแบบจุ่มร้อนอื่น ๆ การเตรียมพื้นผิวการชุบ ...อ่านเพิ่มเติม -
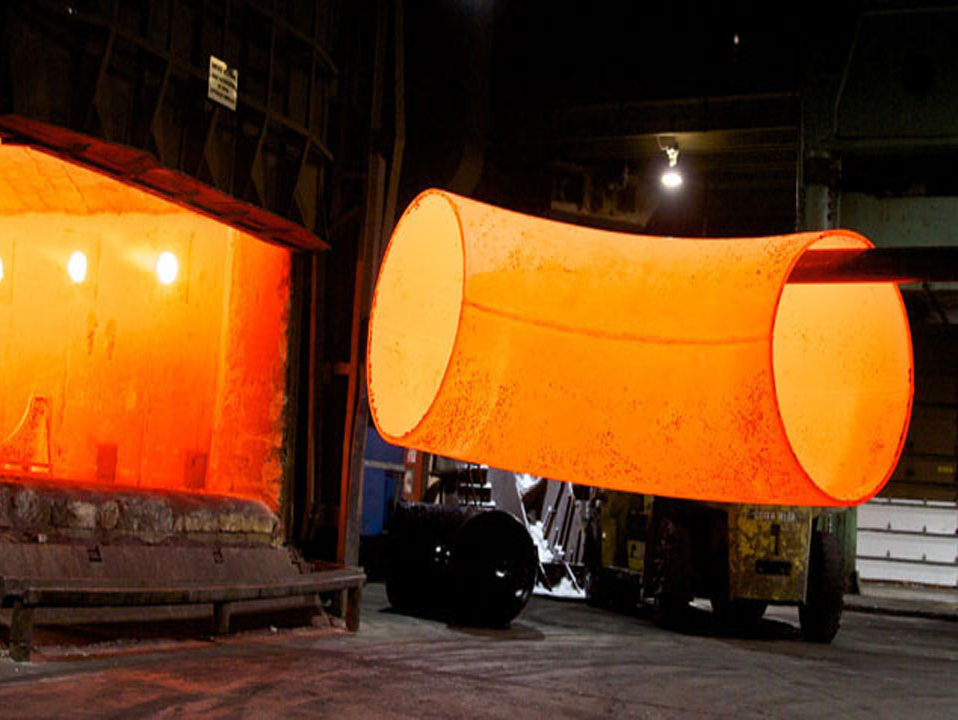
กระบวนการบำบัดความร้อนสำหรับท่อเหล็ก
คุณภาพของการบำบัดความร้อนนั้นเกี่ยวข้องโดยตรงกับคุณภาพการประมวลผลที่ตามมาและในที่สุดก็ส่งผลกระทบต่อประสิทธิภาพและอายุการใช้งานของชิ้นส่วนการบำบัดความร้อนคือการใช้พลังงานของอุตสาหกรรมเครื่องจักรกลใหญ่ ในช่วงไม่กี่ปีที่ผ่านมาด้วยความก้าวหน้าของวิทยาศาสตร์และเทคโนโลยีและ ...อ่านเพิ่มเติม -

การวิเคราะห์ความดันท่อเชื่อมระเบิด
การจัดส่งด้วยท่อเหล็กมีการใช้กันอย่างแพร่หลายมากขึ้นในอุตสาหกรรมต่าง ๆ และท่อเหล็กหลายตัวถูกฝังอยู่ใต้ดินชื้นซึ่งมีข้อกำหนดที่เข้มงวดสำหรับการใช้ประสิทธิภาพของท่อเหล็ก การส่งความร้อนที่มีอยู่พร้อมกับการรั่วไหลของท่อเชื่อมตรวจสอบท่อเหล็กบางส่วน s ...อ่านเพิ่มเติม -

การทดสอบปัจจุบัน Eddy (ET)
Eddy ปัจจุบันการทดสอบ (ET) ใช้หลักการของการเหนี่ยวนำแม่เหล็กไฟฟ้าเพื่อตรวจจับวิธีการตรวจจับข้อบกพร่องของพื้นผิวสมาชิกที่เป็นสื่อกระแสไฟฟ้าและข้อบกพร่องใกล้พื้นผิว หลักการของมันขึ้นอยู่กับขดลวดกระตุ้นเพื่อให้สมาชิกตัวนำสร้างกระแสไหลวนโดยการกำหนดของ ...อ่านเพิ่มเติม -

การเคลือบชุบสังกะสีบนพื้นผิวท่อ
การเคลือบแบบชุบสังกะสีมีคุณสมบัติหลายอย่างที่ทำให้การเคลือบป้องกันการกัดกร่อนที่เหมาะสมสำหรับผลิตภัณฑ์เหล็กและเหล็กกล้าในสภาพแวดล้อมส่วนใหญ่ ประสิทธิภาพการทำงานภาคสนามที่ยอดเยี่ยมของการเคลือบแบบชุบสังกะสีเป็นผลมาจากความสามารถในการสร้างฟิล์มผลิตภัณฑ์กัดกร่อนที่หนาแน่นและสม่ำเสมออ่านเพิ่มเติม -

การควบคุมการผลิตท่อความถี่สูง
1. การควบคุมช่องว่างการเชื่อมท่อปรับปริมาณของลูกกลิ้งบีบบีบดังนั้นให้ปลายเชื่อมล้าง, มุมเปิด 7 องศาหรือน้อยกว่านั้นการควบคุมช่องว่างเชื่อมระหว่าง 1-3 มม. การควบคุมการเชื่อมมีขนาดใหญ่เกินไปมันอาจดูไม่ดีรอยร้าวเชื่อมเพื่อสร้างฟิวชั่นที่ไม่สมบูรณ์หรือการควบคุมการเชื่อมนั้นเป็น SMA ...อ่านเพิ่มเติม -

การเปรียบเทียบการเชื่อมการเหนี่ยวนำความถี่สูงกับการเชื่อมความต้านทานความถี่สูง
การเชื่อมความต้านทานความถี่สูงหลักการพื้นฐาน: คู่ของอิเล็กโทรดสัมผัสขอบสองขากับหลอดโดยตรงไปยังขอบของท่อกระแสความถี่อินพุตโดยใช้กระแสความถี่สูงของเอฟเฟกต์ผิวหนังและผลกระทบใกล้เคียงเพื่อให้กระแสมีความเข้มข้นสูงในขอบของ ...อ่านเพิ่มเติม -

การประยุกต์ใช้การเคลือบป้องกันคอนกรีตเสริม
การเปลี่ยนแปลงของสถานะอัลคาไลน์คอนกรีตจะทำลายพื้นผิวเหล็กของฟิล์มแบบพาสซีฟจากนั้นก็เสริมการกัดกร่อนที่มีการแปล การกัดกร่อนของการเสริมแรงคือความเสียหายของโครงสร้างคอนกรีตแรงและหนึ่งในสาเหตุหลักของความล้มเหลวในช่วงต้น ด้วยการกัดกร่อนเหล็กในประเทศในคอนกรีต struc ...อ่านเพิ่มเติม