





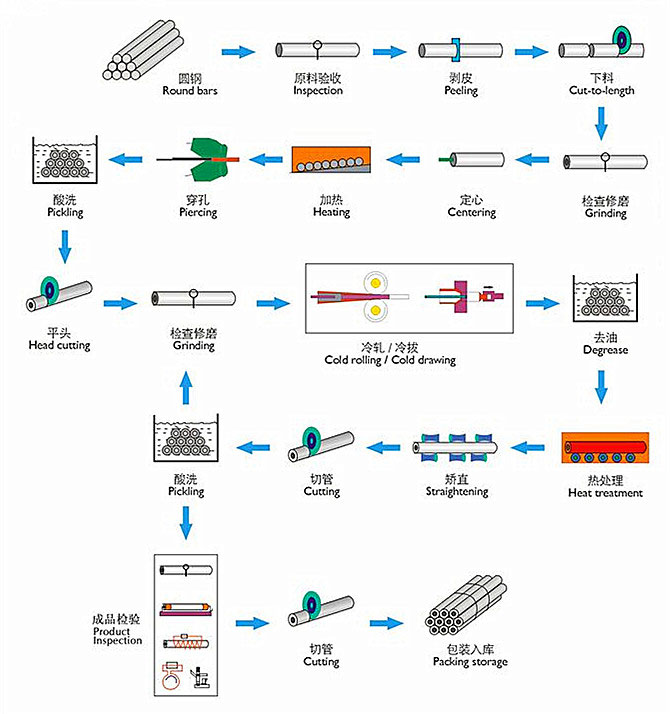
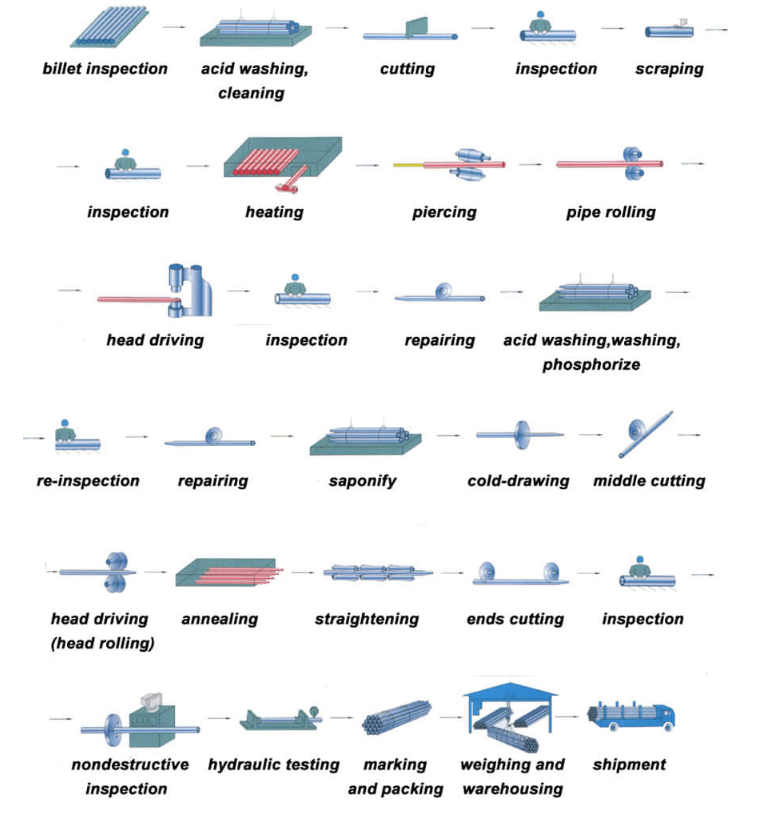
กระบวนการผลิตท่อเหล็กไร้ตะเข็บ
กระบวนการโรงสีแมนเดรล
ในกระบวนการโรงสีแมนเดรล จะใช้ทรงกลมทึบ (บิลเล็ต) มันถูกให้ความร้อนในเตาให้ความร้อนแบบเตาหมุนแล้วเจาะด้วยเครื่องเจาะ เหล็กแท่งหรือเปลือกกลวงที่เจาะแล้วจะถูกรีดด้วยเครื่องบดแบบแมนเดรลเพื่อลดเส้นผ่านศูนย์กลางภายนอกและความหนาของผนังซึ่งจะกลายเป็นท่อแม่ที่มีความยาวหลายระดับ ท่อแม่จะถูกทำให้ร้อนอีกครั้งและลดขนาดลงอีกตามขนาดที่ระบุโดยตัวลดขนาดการยืด จากนั้นท่อจะถูกทำให้เย็น ตัด ยืดให้ตรง และผ่านกระบวนการตกแต่งและการตรวจสอบก่อนจัดส่ง
ลักษณะกระบวนการโรงสีปลั๊กแมน
ในกระบวนการโรงสีปลั๊ก จะใช้ทรงกลมทึบ (บิลเล็ต) มันถูกให้ความร้อนสม่ำเสมอในเตาให้ความร้อนแบบเตาหมุน จากนั้นเจาะด้วยชิ้นส่วนของมนุษย์ เหล็กแท่งหรือเปลือกกลวงที่ถูกเจาะจะถูกม้วนให้มีขนาดเส้นผ่านศูนย์กลางภายนอกและความหนาของผนังลดลง ท่อรีดจะถูกขัดเงาทั้งด้านในและด้านนอกพร้อมกันด้วยเครื่องม้วน ท่อม้วนจะถูกกำหนดขนาดโดยโรงคัดขนาดตามขนาดที่ระบุ จากขั้นตอนนี้ ท่อจะต้องผ่านเครื่องหนีบผม กระบวนการนี้ทำให้การทำงานของท่อร้อนเสร็จสิ้น สายยาง (เรียกว่า สายยาง แม่) หลังจากเสร็จสิ้นและตรวจสอบแล้ว จะกลายเป็นผลิตภัณฑ์สำเร็จรูป
การใช้ท่อ SMLS
- อุตสาหกรรมเคมี
- อุตสาหกรรมกระดาษ
- อุตสาหกรรมปุ๋ย
- อุตสาหกรรมผ้า
- อุตสาหกรรมการบิน
- อุตสาหกรรมนิวเคลียร์
- อุตสาหกรรมของไหล
- อุตสาหกรรมก๊าซและน้ำมัน
- อุตสาหกรรมการส่งผ่านความร้อน
- บริการรับแรงดัน
- การก่อสร้างและประดับ
- หม้อไอน้ำและเครื่องแลกเปลี่ยนความร้อน
- อะไหล่รถยนต์
- อุปกรณ์การแพทย์
- อุตสาหกรรมอาหาร
- วัสดุก่อสร้าง
เราเป็นผู้ผลิตท่อสแตนเลสแบบมืออาชีพ เราจำหน่ายท่อสเตนเลสขนาดต่างๆ ตลอดจนท่อเหล็กและอุปกรณ์ท่อตามข้อกำหนดต่างๆ
ข้อดีของเรา:
1. ผู้ให้บริการผลิตภัณฑ์ชั้นนำของจีนและผู้ส่งออกท่อเหล็ก
2. ราคาและคุณภาพที่แข่งขันได้จากโรงงานของเราเอง
3. การบูรณาการทรัพยากรแบบครบวงจร
4. ผ่านการรับรอง ISO9001, CE, SGS ทุกปี
5. บริการที่ดีที่สุดพร้อมการตอบกลับตลอด 24 ชั่วโมง
6. วิธีการชำระเงินที่ยืดหยุ่น
7. กำลังการผลิตที่แข็งแกร่ง
8. จัดส่งที่รวดเร็วและบรรจุภัณฑ์ส่งออกมาตรฐาน
9. OEM/ODM
คุณสมบัติของท่อเหล็กไร้รอยต่อ
| ประเภท | การใช้งาน |
| วัตถุประสงค์ของโครงสร้าง | โครงสร้างทั่วไปและกลไก |
| บริการของเหลว | การลำเลียงปิโตรเลียม ก๊าซ และของเหลวอื่นๆ |
| ความดันต่ำและปานกลาง | การผลิตไอน้ำและหม้อไอน้ำ |
| บริการเสาไฮดรอลิก | รองรับไฮดรอลิก |
| ปลอกเพลากึ่งอัตโนมัติ | ปลอกเพลาตะเข็บอัตโนมัติ |
| ท่อเส้น | การลำเลียงน้ำมันและก๊าซ |
| ท่อและปลอก | การลำเลียงน้ำมันและก๊าซ |
| ท่อเจาะ | การขุดเจาะอย่างดี |
| ท่อขุดเจาะทางธรณีวิทยา | การขุดเจาะทางธรณีวิทยา |
| ท่อแคร็กปิโตรเลียม | ท่อเตาแลกเปลี่ยนความร้อน |
มิติ
| ประเภทท่อ | ท่อขนาด (มม.) | ความคลาดเคลื่อน | |
| รีดร้อน | OD | <50 | ±0.50มม |
| ≥50 | ±1% | ||
| WT | <4 | ±12.5% | |
| ≥4~20 | +15%, -12.5% | ||
| >20 | ±12.5% | ||
| วาดเย็น | OD | 6~10 | ±0.20มม |
| 10~30 | ±0.40มม | ||
| 30~50 | ±0.45 | ||
| >50 | ±1% | ||
| WT | <1 | ±0.15มม | |
| >1~3 | + 15%, – 10% | ||
| >3 | + 12.5%, – 10% | ||
ข้อกำหนดองค์ประกอบทางเคมี
| มาตรฐาน | ระดับ | ส่วนประกอบทางเคมี (%) | คุณสมบัติทางกล | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | แรงดึง (Mpa) | ผลผลิตความแข็งแรง (Mpa) | การยืดตัว - | ||
| มาตรฐาน ASTM A53 | A | ≤0.25 | / | ≤0.95 | ≤0.05 | ≤0.06 | ≤0.15 | ≤0.40 | ≤0.08 | ≥330 | ≥205 | ≥29.5 |
| B | ≤0.30 | / | ≤1.2 | ≤0.05 | ≤0.06 | ≤0.15 | ≤0.40 | ≤0.08 | ≥415 | ≥240 | ≥29.5 | |
| มาตรฐาน | ระดับ | ส่วนประกอบทางเคมี(%) | คุณสมบัติทางกล | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | แรงดึง (เมปา) | ผลผลิตความแข็งแรง (เมปา) | การยืดตัว (%) | ||
| มาตรฐาน ASTM A106 | A | ≤0.30 | ≥0.10 | 0.29-1.06 | ≤0.035 | ≤0.035 | ≤0.15 | ≤0.40 | ≤0.08 | ≥415 | ≥240 | ≥30 |
| B | ≤0.35 | ≥0.10 | 0.29-1.06 | ≤0.035 | ≤0.035 | ≤0.15 | ≤0.40 | ≤0.08 | ≥485 | ≥275 | ≥30 | |
| มาตรฐาน | ระดับ | ส่วนประกอบทางเคมี(%) | คุณสมบัติทางกล | ||||||
| c | Si | Mn | P | S | แรงดึง (Mpa) | ผลผลิตความแข็งแรง (Mpa) | การยืดตัว (%) | ||
| มาตรฐาน ASTM A179 | A179 | 0.06-0.18 | / | 0.27-0.63 | ≤0.035 | ≤0.035 | ≥325 | ≥180 | ≥35 |
| มาตรฐาน | ระดับ | ส่วนประกอบทางเคมี(%) | คุณสมบัติทางกล | ||||||
| c | Si | Mn | P | S | แรงดึง (Mpa) | ผลผลิตความแข็งแรง (Mpa) | การยืดตัว (%) | ||
| มาตรฐาน ASTM A192 | A192 | 0.06-0.18 | ≤0.25 | 0.27-0.63 | ≤0.035 | ≤0.035 | ≥325 | ≥180 | ≥35 |
| มาตรฐาน | ระดับ | ส่วนประกอบทางเคมี | แรงดึง (นาที) | ความแข็งแรงของผลผลิต (ขั้นต่ำ) | |||
| C | Mn | P | S | เมปา | เมปา | ||
| API 5L PSL1 | A | 0.22 | 0.90 | 0.030 | 0.030 | 331 | 207 |
| B | 0.28 | 1.20 | 0.030 | 0.030 | 414 | 241 | |
| X42 | 0.28 | 1.30 | 0.030 | 0.030 | 414 | 290 | |
| X46 | 0.28 | 1.40 | 0.030 | 0.030 | 434 | 317 | |
| X52 | 0.28 | 1.40 | 0.030 | 0.030 | 455 | 359 | |
| X56 | 0.28 | 1.40 | 0.030 | 0.030 | 490 | 386 | |
| X60 | 0.28 | 1.40 | 0.030 | 0.030 | 517 | 414 | |
| X65 | 0.28 | 1.40 | 0.030 | 0.030 | 531 | 448 | |
| X70 | 0.28 | 1.40 | 0.030 | 0.030 | 565 | 483 | |
| มาตรฐาน | ระดับ | ส่วนประกอบทางเคมี | แรงดึง (นาที) | ความแข็งแรงของผลผลิต (ขั้นต่ำ) | |||
| C | Mn | P | S | เมปา | เมปา | ||
| API 5L PSL2 | B | 0.24 | 1.20 | 0.025 | 0.015 | 414 | 241 |
| X42 | 0.24 | 1.30 | 0.025 | 0.015 | 414 | 290 | |
| X46 | 0.24 | 1.40 | 0.025 | 0.015 | 434 | 317 | |
| X52 | 0.24 | 1.40 | 0.025 | 0.015 | 455 | 359 | |
| X56 | 0.24 | 1.40 | 0.025 | 0.015 | 490 | 386 | |
| X60 | 0.24 | 1.40 | 0.025 | 0.015 | 517 | 414 | |
| X65 | 0.24 | 1.40 | 0.025 | 0.015 | 531 | 448 | |
| X70 | 0.24 | 1.40 | 0.025 | 0.015 | 565 | 483 | |
| X80 | 0.24 | 1.40 | 0.025 | 0.015 | 621 | 552 | |
กระบวนการผลิตท่อเหล็กไร้ตะเข็บ
จิตรกรรมและการเคลือบ:ทาน้ำมันเล็กน้อย ทาสีดำ/แดง/เหลือง เคลือบสังกะสี/ป้องกันการกัดกร่อน
