





ท่อเหล็กคาร์บอนส่วนใหญ่หมายถึงเศษส่วนมวลคาร์บอนน้อยกว่า 2.11% โดยไม่มีการเพิ่มองค์ประกอบโลหะผสมของเหล็กโดยเจตนา โดยระดับของคาร์บอนที่บรรจุอยู่ในเหล็กเป็นปัจจัยที่สำคัญที่สุดประการหนึ่งที่มีอิทธิพลต่อความแข็งแรงของเหล็ก ความแข็งจะเพิ่มขึ้น และลดความเหนียว ความเหนียว และความสามารถในการเชื่อม นอกจากนี้ ท่อเหล็กคาร์บอนโดยทั่วไปยังมีซิลิคอน แมงกานีส ซัลเฟอร์ ฟอสฟอรัสในปริมาณเล็กน้อย นอกเหนือจากคาร์บอน เมื่อเทียบกับเหล็กประเภทอื่น ท่อ CS SMLS เป็นท่อที่เก่าแก่ที่สุด ต้นทุนต่ำ ใช้งานได้หลากหลาย ปริมาณมากที่สุด เหมาะสำหรับความดันระบุ PN ≤ 32.0MPa อุณหภูมิ -30-425 ℃ น้ำ ไอน้ำ อากาศ ไฮโดรเจน แอมโมเนีย ไนโตรเจน และผลิตภัณฑ์ปิโตรเลียม และสื่ออื่น ๆ ท่อไร้รอยต่อของ CS เป็นท่อแรกสุดที่ใช้วัสดุพื้นฐานในปริมาณมากที่สุดในอุตสาหกรรมสมัยใหม่ ประเทศอุตสาหกรรมของโลกพยายามที่จะเพิ่มการผลิตเหล็กกล้าโลหะผสมต่ำและโลหะผสมที่มีความแข็งแรงสูงซึ่งยังให้ความสนใจอย่างมากในการปรับปรุงคุณภาพและขยายขอบเขตของพันธุ์และการใช้งาน สัดส่วนการผลิตในผลผลิตเหล็กรวมของประเทศอยู่ที่ประมาณร้อยละ 80 ไม่เพียงแต่ใช้กันอย่างแพร่หลายในอาคาร สะพาน รถไฟ ยานพาหนะ เรือ และอุตสาหกรรมการผลิตเครื่องจักรทุกชนิดแต่ยังรวมถึงในอุตสาหกรรมปิโตรเคมีสมัยใหม่ด้วย อุตสาหกรรม การพัฒนาทางทะเลก็ถูกนำมาใช้อย่างมากเช่นกัน
มาตรฐาน:API SPEC 5L, ISO 3183, ASTM A 53M, ASTM A 106M, JIS G 3454, JIS G 3455, JIS G 3456
มิติ:
SMLS: Φ10.3~1016×1.7~52มม
เชื่อม: Φ219~2134×5~52มม
ความยาว:ความยาวสุ่ม, ความยาวคงที่, SRL, DRL
เกรดเหล็ก:
ASTM A53/ASTM A106: GR A, GR B, GR CASME
ASME A500: GR.A, GR.B, GR.C, GR.D
การทดสอบที่จำเป็น:
การวิเคราะห์ทางเคมี, การทดสอบทางกล, การตรวจสอบด้วยสายตา, การทดสอบแรงดึง, การตรวจสอบขนาด, การทดสอบการโค้งงอ, การทดสอบการราบเรียบ, การทดสอบแรงกระแทก, การทดสอบ DWT, การทดสอบ NDT, การทดสอบอุทกสถิต, การทดสอบความแข็ง
การใช้ท่อเหล็กคาร์บอน
- ภาคยานยนต์
- โครงสร้างสถาปัตยกรรมภายในและภายนอก
- ท่อส่งน้ำ
- สายแก๊ส
- อุตสาหกรรมน้ำมันและก๊าซ
- บริการรับแรงดัน
- หม้อต้มและพลังงานไฟฟ้า
- เครื่องจักร
- ถังแก๊ส
- วิศวกรรมเคมี
- วิศวกรรมนอกชายฝั่งและปิโตรเลียม
ขนาดของท่อเหล็กคาร์บอน
| เส้นผ่านศูนย์กลางออก(มิลลิเมตร) | ความหนาของผนัง(มิลลิเมตร) | ||||||||||||||||||||||||||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 35 | ||
| 73 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| 76.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 82.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 88.9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 101.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 114.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 127 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 139.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 152.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 159 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 168.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 177.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 193.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 203 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 219.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 244.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 273 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 298.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 323.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 339.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 355.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 406.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 457.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 473.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 508 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 530 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 558.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 609.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 630 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| มาตรฐาน | ประเภทของท่อ | ระดับ | ระดับ |
| API สเปค 5L ISO 3183 | เอสเอ็มแอลเอส | กรุณา1 | L245B, L290 X42, L320 X46 , L360 X52, L390 X56, L415 X60, L450 X65, L485 X70 |
| พีแอลเอส2 | L245N BN, L290N X42N, L320N X46N, L360N X52N, L390N X56N, L415N X60N, L360Q X52Q, L390Q X56Q, L415Q X60Q , L485Q X70Q
| ||
| PLS2 เปรี้ยว สิ่งแวดล้อม | L245NS BNS, L290NS X42NS, L320NS X46NS L360NS X52NS, L390NS X56NS, L415NS X60NS, L360QS X52QS, L390QS X56QS, L415QS X60QS L485QS X70QS
| ||
| เชื่อม | กรุณา1 | L245B, L290 X42, L320 X46, L360 X52 L390 X56, L415 X60, L450 X65, L485 X70 | |
| พีแอลเอส2 | L245M BM, L290M X42M, L320M X46M, L360M X52M, L390M X56M, L415M X60M, L450M X65M, L485M X70M, L555M X80M, | ||
ระดับ:
| มาตรฐาน | ระดับ |
| ASTM A 53 ม | เอ, บี |
| มาตรฐาน ASTM A 106M | ก, บี, ซี |
| JIS G 3454 | เอสทีพีจี 370, เอสทีพีจี 410 |
| JIS G 3455 | STPG370, STPG410, STPG480 |
| JIS G 3456 | STPG370, STPG410, STPG480 |
หมายเหตุ: เกรดอื่นนอกเหนือจากแผนภูมิ am สามารถหาได้ผ่านการปรึกษาหารือ
องค์ประกอบทางเคมี (%):
| มาตรฐาน | ระดับ | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | V |
| ASTMA 53ม | A | ≤0.25 | - | ≤0.95 | ≤0.05 | ≤0.045 | ≤0.40 | ≤0.40 | ≤0.40 | ≤0.15 | ≤0.08 |
| B | ≤0.30 | - | ≤1.20 | ≤0.05 | ≤0.045 | ≤0.40 | ≤0.40 | ≤0.40 | ≤0.15 | ≤0.08 | |
| มาตรฐาน ASTM A 106M | A | ≤0.25 | ≥0.10 | 0.27-0.93 | ≤0.035 | ≤0.035 | ≤0.40 | ≤0.40 | ≤0.40 | ≤0.15 | ≤0.08 |
| B | ≤0.30 | ≥0.10 | 0.29-1.06 | ≤0.035 | ≤0.035 | ≤0.40 | ≤0.40 | ≤0.40 | ≤0.15 | ≤0.08 | |
| C | ≤0.35 | ≥0.10 | 0.29-1.06 | ≤0.035 | ≤0.035 | ≤0.40 | ≤0.40 | ≤0.40 | ≤0.15 | ≤0.08 | |
| JIS G 3454 | เอสทีพีจี 370 | ≤0.25 | ≤0.35 | 0.30-0.90 | ≤0.040 | ≤0.040 | - | - | - | - | - |
| เอสทีพีจี 410 | ≤0.30 | ≤0.35 | 0.30-1.00 น | ≤0.040 | ≤0.040 | - | - | - | - | - | |
| JIS G 3455 | เอสทีเอส 370 | ≤0.25 | 0.10-0.35 | 0.30-1.10 น | ≤0.035 | ≤0.035 | - | - | - | - | - |
| เอสทีเอส 410 | ≤0.30 | 0.10-0.35 | 0.30-1.40 น | ≤0.035 | ≤0.035 | - | - | - | - | - | |
| เอสทีเอส 480 | ≤0.33 | 0.10-0.35 | 0.30-1.50 น | ≤0.035 | ≤0.035 | - | - | - | - | - | |
| JIS G 3456 | STPT 370 | ≤0.25 | 0.10-0.35 | 0.30-0.90 | ≤0.035 | ≤0.035 | - | - | - | - | - |
| STPT 410 | ≤0.30 | 0.10-0.35 | 0.30-1.00 น | ≤0.035 | ≤0.035 | - | - | - | - | - | |
| STPT 480 | ≤0.33 | 0.10-0.35 | 0.30-1.00 น | ≤0.035 | ≤0.035 | - | - | - | - | - |
หมายเหตุ: เกรดอื่นนอกเหนือจากแผนภูมิ am สามารถหาได้ผ่านการปรึกษาหารือ
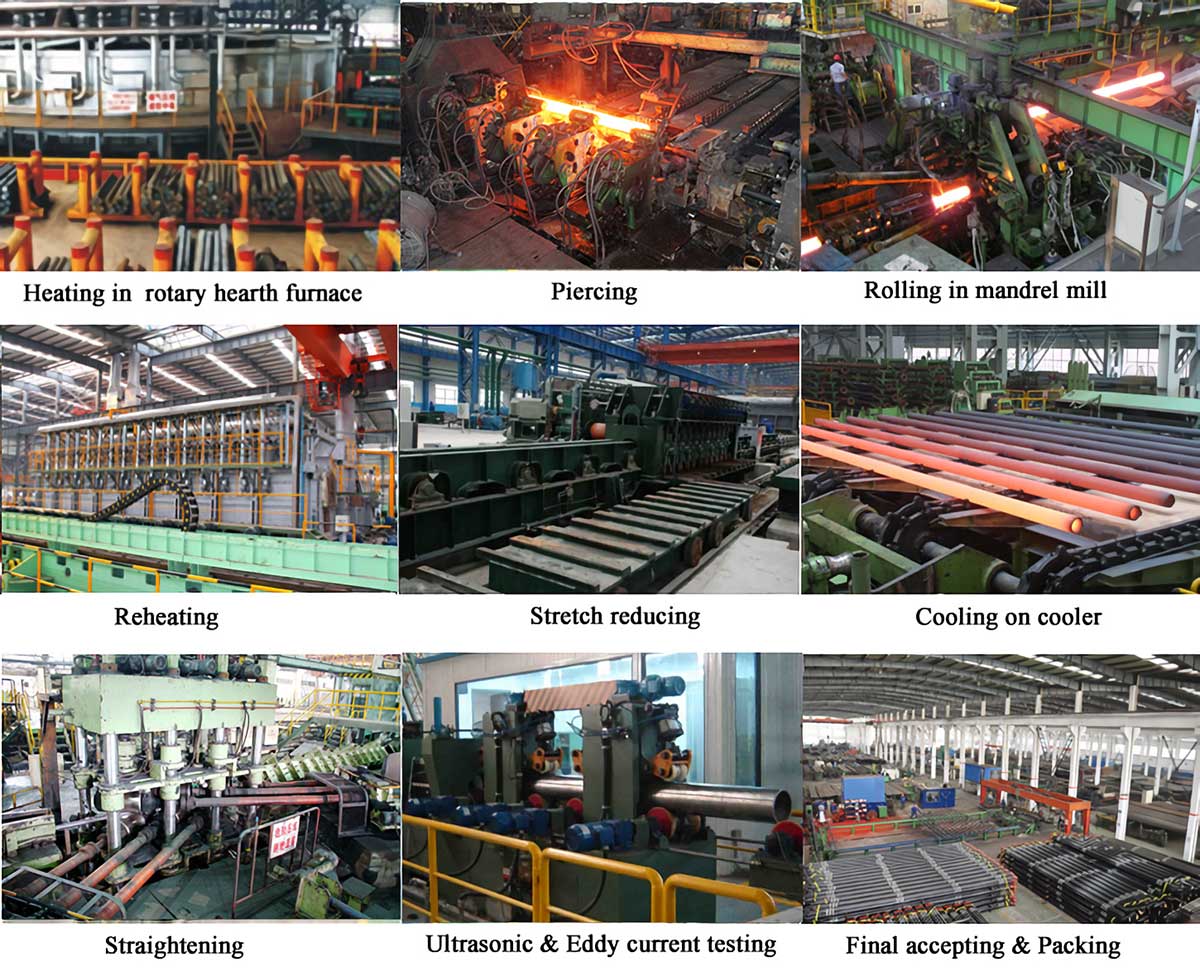
กระบวนการผลิต / กระบวนการผลิตท่อเหล็กไร้ตะเข็บรีดร้อน
เหล็กแท่งกลมแบบรีด - การตรวจสอบ - การตัด - การทำความร้อน - การเจาะ - การยืดตัว - การลดความตึงเครียดเล็กน้อย - การยืดตัว - การตัดส่วนปลายของ Corp - การตรวจสอบด้วยภาพ - NDT - การทดสอบอุทกสถิต - สิ้นสุดขบวน - การตรวจสอบผลิตภัณฑ์ - การทาสีและการทำเครื่องหมาย - การบรรจุ - คลังสินค้า
กระบวนการผลิตท่อเหล็กไร้ตะเข็บดึงเย็น (รีด)
ท่อแม่ (ปกติสำหรับท่อรีดร้อน) – การตรวจสอบ – การหลอม – สิ้นสุดการรักษา (การตีและเจาะรู) – การดอง – การบด – ฟอสฟอรัส (Annoit) – ดึงเย็น (รีด) – การล้างไขมันและการทำความสะอาด – การอบชุบด้วยความร้อน (การบำบัดด้วยสารละลาย) – การยืดผม – การทดสอบอุทกสถิต – การทาสีและการทำเครื่องหมาย – คลังสินค้า
การรักษาพื้นผิวของท่อเหล็ก:
เพื่อปรับปรุงอายุการใช้งานของท่อส่งน้ำมัน โดยทั่วไปการรักษาพื้นผิวจะดำเนินการเพื่ออำนวยความสะดวกในการรวมท่อเหล็กและการเคลือบป้องกันการกัดกร่อนเข้าด้วยกัน วิธีการประมวลผลทั่วไป ได้แก่ การทำความสะอาด การขจัดสนิมของเครื่องมือ การดอง การขัดด้วยกระสุนปืน การขจัดสนิมสี่ประเภท
1. ทำความสะอาดจารบี ฝุ่น น้ำมันหล่อลื่น สารอินทรีย์ที่เกาะติดอยู่บนพื้นผิวท่อเหล็ก โดยปกติจะใช้ตัวทำละลาย อิมัลชัน ในการทำความสะอาดพื้นผิว อย่างไรก็ตาม สนิม ผิวออกไซด์ และตะกรันเชื่อมบนพื้นผิวของท่อเหล็กไม่สามารถกำจัดออกได้ ดังนั้นจึงจำเป็นต้องมีวิธีการรักษาอื่น เครื่องมือกำจัดสนิมพื้นผิวท่อเหล็กออกไซด์ สนิม ตะกรันเชื่อม สามารถใช้แปรงลวดเหล็กเพื่อทำความสะอาดและขัดการรักษาพื้นผิว การขจัดสนิมของเครื่องมือสามารถแบ่งออกเป็นแบบแมนนวลและกำลัง การขจัดสนิมของเครื่องมือแบบแมนนวลสามารถเข้าถึง SA
2. ระดับ การกำจัดสนิมของเครื่องมือไฟฟ้าสามารถเข้าถึงระดับ Sa3 หากพื้นผิวท่อเหล็กติดกับผิวออกไซด์ที่เข้มข้นเป็นพิเศษ อาจไม่สามารถขจัดสนิมออกได้ด้วยเครื่องมือ ดังนั้น เราจึงต้องหาวิธีอื่น
3. การดอง วิธีการดองทั่วไป ได้แก่ เคมีและอิเล็กโทรไลซิส แต่จะใช้เฉพาะการดองด้วยสารเคมีเท่านั้นในการป้องกันการกัดกร่อนของท่อ การดองด้วยสารเคมีสามารถบรรลุความสะอาดและความหยาบได้ในระดับหนึ่งบนพื้นผิวของท่อเหล็ก ซึ่งสะดวกสำหรับเส้นยึดในภายหลัง โดยปกติจะเป็นการยิง (ทราย) หลังจากผ่านกระบวนการซ้ำแล้วซ้ำอีก
4. การยิงระเบิดเพื่อกำจัดสนิมด้วยมอเตอร์กำลังสูงขับเคลื่อนใบมีดหมุนความเร็วสูง กรวดเหล็ก กระสุนเหล็ก เซ็กเมนต์ แร่ธาตุ และลวดขัดอื่น ๆ ภายใต้การกระทำของแรงเหวี่ยงหนีศูนย์ที่สเปรย์บนพื้นผิวท่อเหล็กและการดีดออกของมวล เพื่อขจัดสนิมอย่างทั่วถึง ออกไซด์และสิ่งสกปรกในมือข้างหนึ่ง ในทางกลับกัน ท่อเหล็กภายใต้การกระทำของผลกระทบที่รุนแรงจากการเสียดสีและแรงเสียดทาน เพื่อให้ได้ความหยาบสม่ำเสมอที่ต้องการ ในบรรดาวิธีบำบัดทั้งสี่วิธี การพ่นทรายและการกำจัดสนิมเป็นวิธีการบำบัดที่ดีเยี่ยมสำหรับการขจัดสนิมในท่อ โดยทั่วไป การยิงระเบิดและการกำจัดสนิมส่วนใหญ่จะใช้สำหรับการรักษาพื้นผิวด้านในของท่อเหล็ก และการยิงระเบิดและการกำจัดสนิมส่วนใหญ่จะใช้สำหรับการรักษาพื้นผิวด้านนอกของท่อเหล็ก
สีสเปรย์

บรรจุภัณฑ์กันน้ำ
