





1. Tiub bengkok:
Lenturan tiub adalah istilah payung untuk proses pembentukan logam yang digunakan untuk membentuk paip atau tiub secara kekal. Seseorang mesti membezakan antara prosedur lentur bentuk terikat dan bebas, serta antara prosedur pembentukan haba dan sejuk.
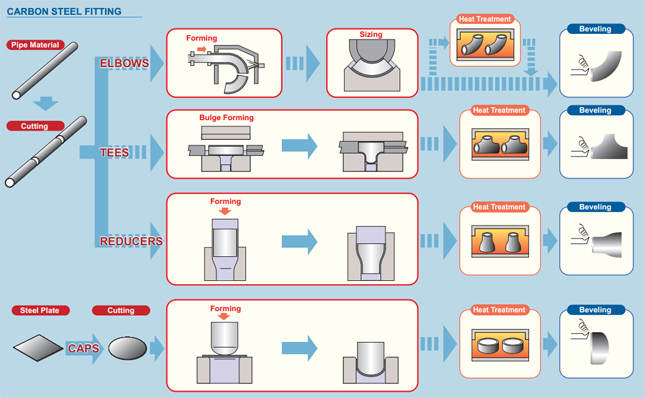
2. Proses:
Lenturan tiub sebagai satu proses bermula dengan memuatkan tiub ke dalam tiub atau bengkok paip dan mengapitnya di antara dua acuan, blok pengapit dan acuan pembentuk. Tiub itu juga dipegang dengan longgar oleh dua die lain, die pengelap dan die tekanan.
Proses lenturan tiub melibatkan penggunaan daya mekanikal untuk menolak paip bahan stok atau tiub terhadap dadu, memaksa paip atau tiub untuk mematuhi bentuk acuan. Selalunya, tiub stok dipegang dengan kukuh pada tempatnya manakala hujungnya diputar dan digulung di sekeliling dadu. Bentuk pemprosesan lain termasuk menolak stok melalui penggelek yang membengkokkannya menjadi lengkung mudah.[2] Untuk beberapa pemprosesan lenturan tiub, mandrel diletakkan di dalam tiub untuk mengelakkan keruntuhan. Tiub dipegang dalam ketegangan oleh pengelap die untuk mengelakkan sebarang kedutan semasa tekanan. Die pengelap biasanya diperbuat daripada aloi yang lebih lembut seperti aluminium atau loyang untuk mengelakkan calar atau merosakkan bahan yang dibengkokkan.
Tekan lentur:
Lenturan tekan mungkin merupakan proses lenturan pertama yang digunakan pada paip dan tiub sejuk. Dalam proses ini dadu dalam bentuk bengkok ditekan pada paip memaksa paip itu sesuai dengan bentuk bengkok. Kerana paip tidak disokong secara dalaman terdapat beberapa ubah bentuk bentuk paip, mengakibatkan keratan rentas bujur. Proses ini digunakan di mana keratan rentas paip yang konsisten tidak diperlukan. Walaupun satu dadu boleh menghasilkan pelbagai bentuk, ia hanya berfungsi untuk satu tiub dan jejari saiz.
Lenturan seri berputar:
Perkakas penuh untuk lenturan seri berputar
Lenturan putar putar (RDB) ialah teknologi yang tepat, kerana ia membengkok menggunakan perkakas atau "set mati" yang mempunyai jejari garis tengah malar (CLR), secara alternatif ditunjukkan sebagai jejari lentur min (Rm).
Lenturan gulung:
Semasa proses lenturan gulung, paip, penyemperitan atau pepejal disalurkan melalui satu siri penggelek (biasanya tiga) yang memberi tekanan pada paip secara beransur-ansur menukar jejari lenturan dalam paip. Lentur gulungan gaya piramid mempunyai satu gulungan bergerak, biasanya gulungan atas. Bender gulung jenis picit dua mempunyai dua gulung boleh laras, biasanya gulung bawah dan gulung atas tetap. Kaedah lenturan ini menyebabkan ubah bentuk yang sangat sedikit pada keratan rentas paip. Proses ini sesuai untuk menghasilkan gegelung paip serta selekoh lembut yang panjang seperti yang digunakan dalam sistem kekuda.
Lenturan aruhan:
Gegelung aruhan diletakkan di sekeliling bahagian kecil paip pada titik lentur. Ia kemudian induksi dipanaskan kepada antara 800 dan 2,200 darjah Fahrenheit (430 dan 1,200 C). Semasa paip panas, tekanan diletakkan pada paip untuk membengkokkannya. Paip kemudiannya boleh dipadamkan dengan sama ada udara atau semburan air atau disejukkan terhadap udara ambien.
Lentur aruhan digunakan untuk menghasilkan selekoh untuk pelbagai aplikasi, seperti saluran paip (berdinding nipis) untuk kedua-dua bahagian hulu dan hilir serta segmen di dalam dan luar pantai industri petrokimia, bahagian struktur jejari yang besar untuk industri pembinaan, berdinding tebal, selekoh jejari pendek untuk industri penjanaan kuasa dan sistem pemanasan bandar.
Kelebihan besar lenturan aruhan ialah:
tidak memerlukan mandrel
jejari lentur dan sudut (1°-180°) boleh dipilih secara bebas
jejari dan sudut lentur yang sangat tepat
kili paip yang tepat boleh dihasilkan dengan mudah
penjimatan yang ketara boleh diperolehi pada kimpalan medan
pelbagai saiz paip boleh dimuatkan dalam satu mesin (1” OD hingga 80”OD)
penipisan dinding dan nilai bujur yang sangat baik
Untuk Dimensi Produk Tempa (WP) diliputi dalam
ASME B16.9- yang merupakan standard untuk Kelengkapan Kimpalan Punggung Tempa Buatan Kilang untuk saiz NPS 1⁄₂ hingga NPS 48” dan
Dan B16.28- yang merupakan standard untuk Siku Jejari Pendek Kimpalan Punggung Keluli Tempa dan Pengembalian untuk saiz NPS 1⁄₂ kepada NPS 24”
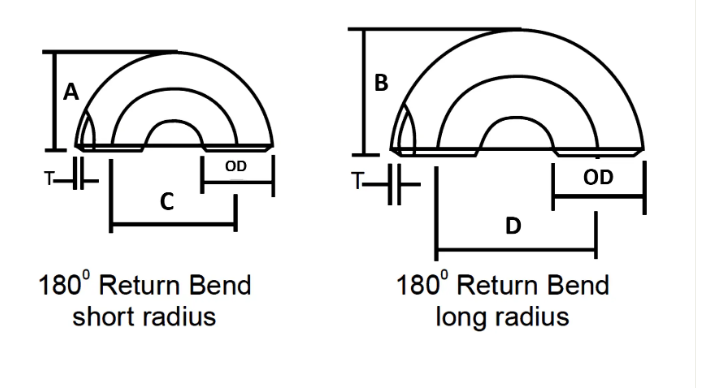
| SAIZ PAIP NOMINAL | DIAMETER LUAR | KEMBALI MUKA | PUSAT KE PUSAT | ||
| Inci. | OD | A | B | C | D |
| 1/2 | 21.3 | 48 | – | 76 | – |
| 3/4 | 26.7 | 43 | – | 57 | – |
| 1 | 33.4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42.2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48.3 | 83 | 62 | 114 | 76 |
| 2 | 60.3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88.9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101.6 | 184 | 140 | 267 | 178 |
| 4 | 114.3 | 210 | 159 | 305 | 203 |
| 5 | 141.3 | 262 | 197 | 381 | 254 |
| 6 | 168.3 | 313 | 237 | 457 | 305 |
| 8 | 219.1 | 414 | 313 | 610 | 406 |
| 10 | 273.1 | 518 | 391 | 762 | 508 |
| 12 | 323.9 | 619 | 467 | 914 | 610 |
| 14 | 355.6 | 711 | 533 | 1067 | 711 |
| 16 | 406.4 | 813 | 610 | 1219 | 813 |
| 18 | 457.2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
Toleransi Dimensi Kelengkapan Paip mengikut ASME B16.9
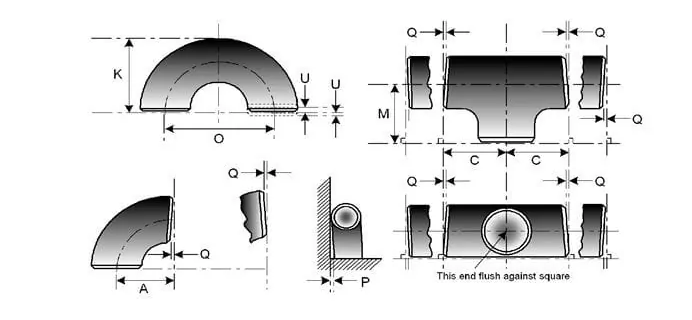
| SAIZ PAIP NOMINAL | SEMUA KELENGKAPAN | SEMUA KELENGKAPAN | SEMUA KELENGKAPAN | SIKU DAN TEE | LENGKUNG KEMBALI 180 DEG | LENGKUNG KEMBALI 180 DEG | LENGKUNG KEMBALI 180 DEG | PENGURANG | CAPS |
| NPS | OD di Bevel (1), (2) | ID di Akhir (1), (3), (4) | Ketebalan Dinding (3) | Dimensi Pusat ke Hujung A,B,C,M | Pusat ke Pusat O | Kembali ke Muka K | Penjajaran Hujung U | Panjang Keseluruhan H | Panjang Keseluruhan E |
| ½ hingga 2½ | 0.06 -0.03 | 0.03 | Tidak kurang daripada 87.5% daripada ketebalan nominal | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 3 hingga 3 ½ | 0.06 | 0.06 | Tidak kurang daripada 87.5% daripada ketebalan nominal | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 4 | 0.06 | 0.06 | Tidak kurang daripada 87.5% daripada ketebalan nominal | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 5 hingga 8 | 0.09 -0.06 | 0.06 | Tidak kurang daripada 87.5% daripada ketebalan nominal | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.25 |
| 10 hingga 18 | 0.16 -0.12 | 0.12 | Tidak kurang daripada 87.5% daripada ketebalan nominal | 0.09 | 0.38 | 0.25 | 0.06 | 0.09 | 0.25 |
| 20 hingga 24 | 0.25 -0.19 | 0.19 | Tidak kurang daripada 87.5% daripada ketebalan nominal | 0.09 | 0.38 | 0.25 | 0.06 | 0.09 | 0.25 |
| 26 hingga 30 | 0.25 -0.19 | 0.19 | Tidak kurang daripada 87.5% daripada ketebalan nominal | 0.12 | … | … | … | 0.19 | 0.38 |
| 32 hingga 48 | 0.25 -0.19 | 0.19 | Tidak kurang daripada 87.5% daripada ketebalan nominal | 0.19 | … | … | … | 0.19 | 0.38 |
Aloi Nikel
ASTM / ASME SB 336 UNS 2200 ( NICKEL 200 ), UNS 2201 (NICKEL 201 ), UNS 4400 (MONEL 400 ), UNS 8020 ( ALOY 20 / 20 CB 3, UNS 8825 INCONEL (8265), UNS 8825 INCONEL (8265) UNS 6601 ( INCONEL 601 ), UNS 6625 (INCONEL 625), UNS 10276 ( HASTELLOY C 276 )
Keluli Tahan Karat
ASTM / ASME SA 403 GR WP “S” / “W” / ” WX” 304 , 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 321, 321, 347.
Keluli Dupleks
ASTM / ASME SA 815 UNS NO.S 31803, S 32205, S 32550, S 32750, S 32760.
Keluli Karbon
ASTM / ASME A 234 WPB, WPC ASTM / ASME A 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70.
Keluli Aloi
ASTM / ASME A 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91.
| Kandungan Komposisi Kimia | Sifat Mekanikal | ||||||||||
| Bahan NO | C | Mn | Si | S | P | Cr | Mo | Ni | Kekuatan tegangan | Kekuatan hasil | Pemanjangan |
| A234 WPB | ≤0.3 | 0.29-1.06 | ≥0.1 | ≤0.058 | ≤0.05 | / | / | / | 415-585 | ≥240 | ≥30 |
| A234 WP5 | ≤0.15 | ≤0.6 | ≤0.5 | ≤0.04 | ≤0.03 | 4-6 | 0.44-0.65 | / | 415-585 | ≥205 | ≥20 |
| A403 WP304 | ≤0.08 | ≤2 | ≤1 | ≤0.040 | ≤0.030 | 18-20 | / | 8-11 | ≥515 | ≥205 | ≥30 |
| A403 WP316L | ≤0.03 | ≤2 | ≤1 | ≤0.045 | ≤0.03 | 16-18 | 2-3 | 10-15 | ≥485 | ≥170 | ≥30 |
| WPHY60 | ≤0.20 | 1-1.45 | 0.15-0.4 | ≤0.015 | ≤0.030 | / | / | / | ≥515 | ≥415 | / |
Minyak Ringan, Lukisan Hitam, Salutan Anti-karat PE /3PE
Keperluan papan selekoh aruhan panas
Kami menumpukan pada setiap prosedur untuk memastikan kualiti, pakej yang biasanya kami ambil ialah papan siku paip keluli dengan beg poli alam sekitar, dan kemudian dalam kes kayu pengasapan percuma atau plat kayu. kami juga menerima pakej tersuai seperti OEM melalui rundingan.
- Bahan hendaklah dibungkus sedia untuk dieksport dengan cara yang membolehkan pengendalian mudah dan mengelakkan kerosakan, vendor hendaklah menyerahkan prosedur pembungkusan standard mereka kepada pembeli untuk kelulusan.
- Hujung pemasangan dan bebibir terbuka hendaklah dibekalkan dengan palam atau penutup pelindung plastik tugas berat. Untuk hujung serong, penutup hendaklah melindungi kawasan penuh serong.
- Bahan penghalang kalis air hendaklah digunakan untuk bahan keluli tahan karat untuk melindungi daripada serangan klorin dengan pendedahan kepada suasana air masin.
- Barangan keluli karbon dan keluli tahan karat tidak dibenarkan disimpan bersama dan hendaklah dibungkus secara berasingan.

