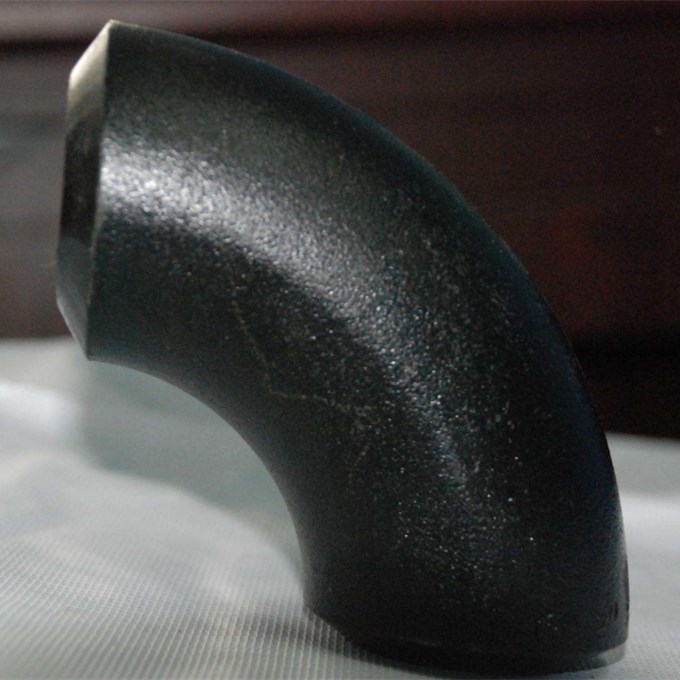

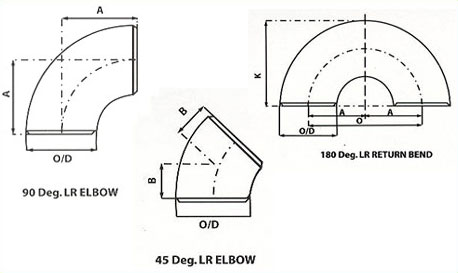
엘보는 일반적으로 90°, 45° 또는 180°의 각도에서 파이프의 흐름 방향을 변경하기 위해 두 길이의 파이프 사이의 연결 지점으로 사용되는 파이프 피팅입니다. 엘보는 일반적으로 벤드라고도 하며 스테인리스강, 탄소강, 합금강, 니켈 합금, 듀플렉스 및 백동 니켈과 같은 다양한 재료로 제공됩니다.
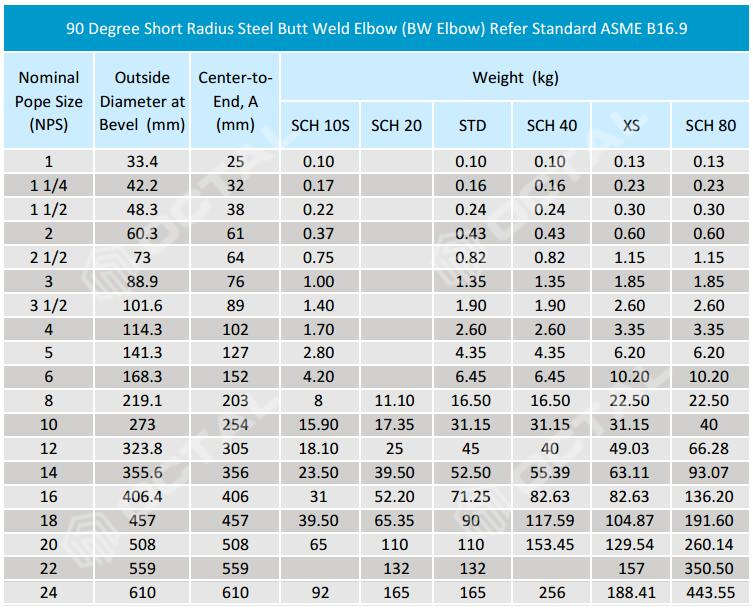
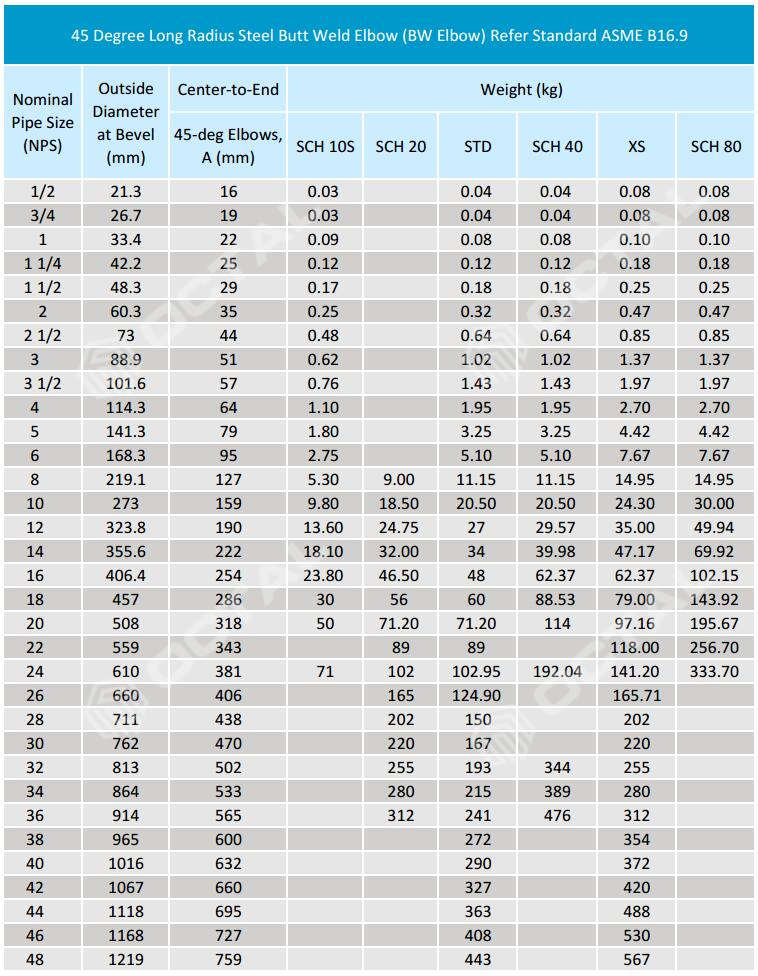
90° 벤드라고도 알려진 90° 엘보는 SR(Short Radius) 엘보와 LR(Long Radius) 엘보로 제조됩니다. 45° 엘보는 일반적으로 LR(Long Radius) 엘보로 제작됩니다.
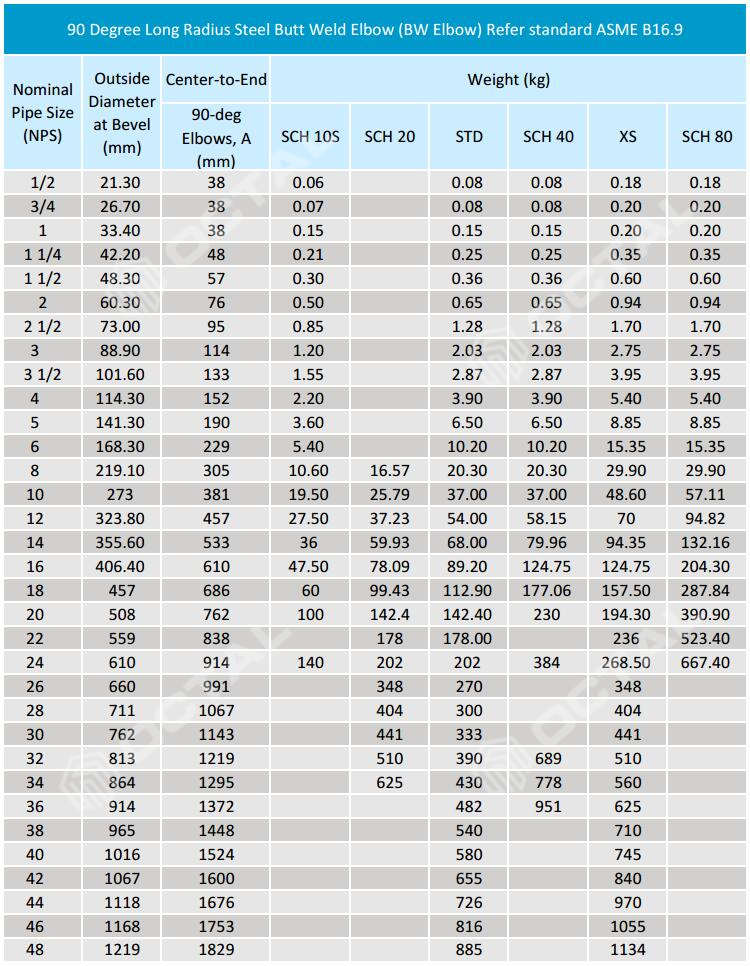
긴 반경 엘보의 중심에서 끝까지의 거리는 인치 단위 NPS의 1.5배(R=1.5D)인 반면, 짧은 반경은 인치 단위(R=1.0D)의 NPS와 같습니다.=짧은 반경 엘보가 일반적으로 사용됩니다. 좁은 공간에서는 공간이 확보되고 흐름이 더 중요할 때 긴 반경의 엘보우가 사용됩니다. 또한 60°, 100°, 120°, 150°와 같은 비표준 크기 각도의 탄소강 엘보와 스테인레스 스틸 엘보를 제조 및 공급할 수 있습니다.
끝 부분은 맞대기 용접, 나사산(일반적으로 암) 또는 소켓 등을 위해 기계 가공될 수 있습니다. 두 끝 부분의 크기가 다를 경우 피팅을 축소 엘보우 또는 축소 엘보우라고 합니다.
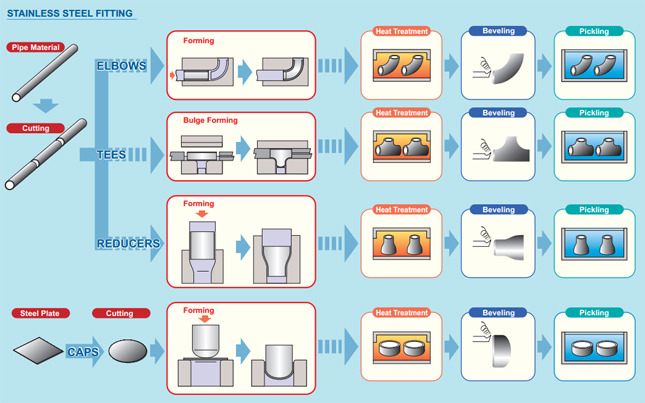
심리스 엘보 제조 공정(열 굽힘 및 냉간 굽힘)
엘보우를 제조하는 가장 일반적인 방법 중 하나는 직선 강철 파이프에서 뜨거운 맨드릴 굽힘을 사용하는 것입니다. 강관을 높은 온도로 가열한 후 맨드릴의 내부 도구를 사용하여 파이프를 단계별로 밀고, 팽창하고, 구부립니다. 뜨거운 맨드릴 굽힘을 적용하면 넓은 크기 범위의 심리스 엘보를 제조할 수 있습니다. 맨드릴 굽힘의 특성은 맨드릴의 일체형 모양과 치수에 따라 크게 달라집니다. 핫 벤딩 엘보우의 장점은 다른 벤딩 방식보다 두께 편차가 작고 굽힘 반경이 더 크다는 것입니다. 한편, 조립식 굽힘 대신 굽힘을 사용하면 필요한 용접 횟수가 크게 줄어듭니다. 이는 필요한 작업량을 줄이고 파이프의 품질과 유용성을 향상시킵니다. 그러나 냉간 굽힘은 굽힘 기계에서 상온에서 직선 강관을 굽히는 공정입니다. 냉간 굽힘은 외경이 17.0~219.1mm이고 벽 두께가 2.0~28.0mm인 파이프에 적합합니다. 권장 굽힘 반경은 2.5 x Do입니다. 일반적으로 굽힘 반경은 40D입니다. 냉간 굽힘을 사용하면 작은 반경의 엘보우를 얻을 수 있지만 주름을 방지하기 위해 내부를 모래로 채워야 합니다. 냉간 굽힘은 빠르고 저렴한 굽힘 방법입니다. 파이프라인과 기계 부품 제작을 위한 경쟁력 있는 옵션입니다.
용접 엘보우 제조 공정(소형 및 대형)
용접 엘보는 강판으로 만들어지기 때문에 이음새가 없는 강철 엘보가 아닙니다. 금형을 이용하여 강판을 엘보우 모양에 맞게 압착한 후 이음새를 용접하여 마감 스틸 엘보우로 만듭니다. 팔꿈치의 옛날 제작방식입니다. 최근에는 작은 크기의 엘보가 거의 강철 파이프로 제조됩니다. 예를 들어, 큰 크기의 엘보우의 경우 강관에서 36'' OD 이상의 엘보우를 생산하는 것은 매우 어렵습니다. 따라서 일반적으로 강판으로 만들어지며 판을 반 팔꿈치 모양으로 누르고 두 반쪽을 함께 용접합니다. 엘보는 본체에 용접되어 있으므로 용접 이음부의 점검이 필요합니다. 일반적으로 우리는 X-Ray 검사를 NDT로 사용합니다.
ASTM A234
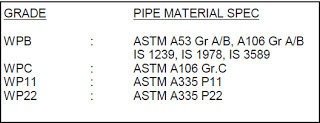
이 사양은 이음매 없는 용접 구조의 단조 탄소강 및 합금강 피팅을 다룹니다. 이음매 없는 용접 구조가 주문에 따라 지정되지 않는 한 공급자의 선택에 따라 제공될 수 있습니다. 이 표준에 따른 모든 용접 건설 부속품에는 100% 방사선 사진이 제공됩니다. ASTM A234에서는 화학 성분에 따라 여러 등급을 사용할 수 있습니다. 선택은 이러한 피팅에 연결된 파이프 재질에 따라 달라집니다.
| 인장 요구 사항 | WPB | WPC, WP11CL2 | WP11CL1 | WP11CL3 |
| 인장 강도, 최소, ksi[MPa] | 60-85 | 70-95 | 60-85 | 75-100 |
| (0.2% 오프셋 또는 0.5% 확장 시 부하 시) | [415-585] | [485-655] | [415-585] | [520-690] |
| 항복 강도, 최소, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
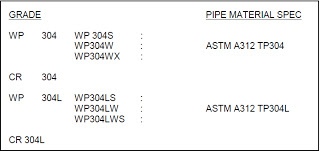
이 사양 및 해당 연결 파이프 재료 사양에 따라 사용 가능한 일부 등급은 다음과 같습니다.
ASTM A403
이 사양은 이음매 없는 용접 구조의 단조 오스테나이트계 스테인리스강 피팅의 두 가지 일반 클래스인 WP 및 CR을 다루고 있습니다.
클래스 WP 피팅은 ASME B16.9 및 ASME B16.28의 요구 사항에 따라 제조되며 다음과 같이 세 가지 하위 클래스로 세분화됩니다.
- WP – S 심리스 제조 방식으로 심리스 제품으로 제작되었습니다.
- WP – W 이 피팅에는 용접부가 포함되어 있으며 파이프에 충진재를 추가하여 용접한 경우 시작 파이프 용접을 포함하여 피팅 제조업체가 만든 모든 용접부가 방사선 사진으로 촬영됩니다. 그러나 충전재를 추가하지 않고 파이프를 용접한 경우에는 시작 파이프 용접에 대해 방사선 촬영을 수행하지 않습니다.
- WP-WX 이 피팅에는 용접부가 포함되어 있으며 피팅 제조업체 또는 출발 재료 제조업체가 만든 모든 용접부는 방사선 사진으로 촬영됩니다.
클래스 CR 피팅은 MSS-SP-43의 요구 사항에 따라 제조되었으며 비파괴 검사가 필요하지 않습니다.
ASTM A403에서는 화학 성분에 따라 여러 등급을 사용할 수 있습니다. 선택은 이러한 피팅에 연결된 파이프 재질에 따라 달라집니다. 이 사양 및 해당 연결 파이프 재료 사양에 따라 사용 가능한 일부 등급은 다음과 같습니다.
ASTM A420
이 사양은 저온에서 사용하도록 고안된 이음매 없는 용접 구조의 단조 탄소강 및 합금강 피팅에 적용됩니다. 화학 성분에 따라 WPL6, WPL9, WPL3, WPL8의 네 가지 등급이 있습니다. 피팅 WPL6은 -50°C, WPL9는 -75°C, WPL3은 -100°C, WPL8은 -195°C에서 충격 테스트를 거쳤습니다.
피팅의 허용 압력 등급은 ASME B31.3의 해당 섹션에 설정된 규칙에 따라 이음매 없는 직선 파이프에 대해 계산될 수 있습니다.
파이프 벽 두께와 재료 유형은 피팅을 사용하도록 주문한 것과 같아야 하며, 피팅의 식별 정보는 압력 등급 표시를 대신합니다.
| 강철 번호 | 유형 | 화학 성분 | ||||||||||||
| C | Si | S | P | Mn | Cr | Ni | Mo | 다른 | 옵 | ós | δ5 | HB | ||
| WPL6 | 0.3 | 0.15-0.3 | 0.04 | 0.035 | 0.6-1.35 | 0.3 | 0.4 | 0.12 | Cb:0.02;V:0.08 | 415-585 | 240 | 22 | ||
| WPL9 | 0.2 | 0.03 | 0.03 | 0.4-1.06 | 1.6-2.24 | 435-610 | 315 | 20 | ||||||
| WPL3 | 0.2 | 0.13-0.37 | 0.05 | 0.05 | 0.31-0.64 | 3.2-3.8 | 450-620 | 240 | 22 | |||||
| WPL8 | 0.13 | 0.13-0.37 | 0.03 | 0.03 | 0.9 | 8.4-9.6 | 690-865 | 515 | 16 | |||||
가벼운 기름칠, 흑색 도장, 아연 도금, PE /3PE 부식 방지 코팅
목재 캐빈/목재 트레이에 포장됨
강관 엘보우 포장 요구 사항
우리는 품질을 보장하기 위해 모든 절차에 중점을 두고 있으며 일반적으로 우리가 취하는 패키지는 강철 파이프 팔꿈치를 환경 폴리 백으로 포장한 다음 무료 훈증 목재 케이스 또는 목재로 포장하는 것입니다.
팔레트. 우리는 또한 협상을 통해 OEM과 같은 맞춤형 패키지를 받아들입니다.
1. 물품은 쉽게 취급할 수 있고 손상을 방지할 수 있는 방식으로 수출용으로 포장되어야 합니다. 판매자는 승인을 위해 구매자에게 표준 포장 절차를 제출해야 합니다.
2. 피팅과 플랜지의 개방형 끝부분에는 견고한 플라스틱 보호 플러그 또는 캡이 함께 제공됩니다. 종 모양 끝의 경우 캡은 경사면 전체를 보호해야 합니다.
3. 스테인리스강 재질은 염수분위기 노출로 인한 염소침해를 방지하기 위해 방수차단재를 사용하여야 한다.
4. 탄소강과 스테인레스강 품목은 함께 보관할 수 없으며, 별도로 포장해야 합니다.