





1. 벤드 튜빙:
튜브 벤딩은 파이프 또는 튜브를 영구적으로 형성하는 데 사용되는 금속 성형 공정의 포괄적인 용어입니다. 형태 결합 공정과 자유 형태 굽힘 공정, 열 지원 공정과 냉간 성형 공정을 구별해야 합니다.
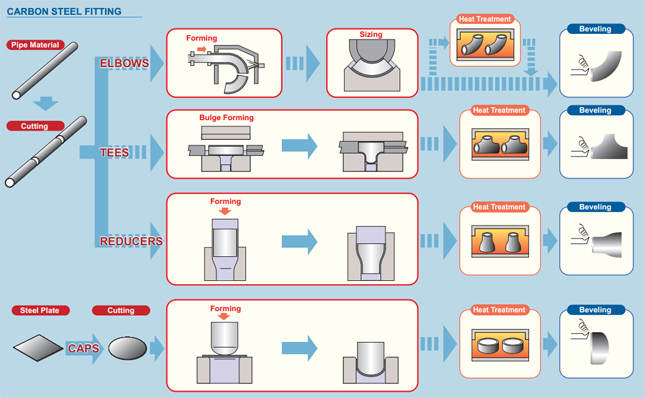
2. 프로세스:
프로세스로서의 튜브 벤딩은 튜브를 튜브 또는 파이프 벤더에 로드하고 두 다이, 클램핑 블록 및 성형 다이 사이에 고정하는 것으로 시작됩니다. 튜브는 또한 두 개의 다른 다이, 즉 와이퍼 다이와 압력 다이에 의해 느슨하게 고정됩니다.
튜브 굽힘 과정에는 기계적인 힘을 사용하여 스톡 재료 파이프나 튜브를 다이에 밀어 넣고 파이프나 튜브가 다이의 모양에 일치하도록 강제하는 작업이 포함됩니다. 종종 스톡 튜빙은 끝이 회전하여 다이 주위로 굴러가는 동안 제자리에 단단히 고정됩니다. 간단한 곡선으로 구부리는 롤러를 통해 스톡을 밀어내는 것을 포함하는 다른 형태의 처리.[2] 일부 튜브 굽힘 가공의 경우 붕괴를 방지하기 위해 맨드릴을 튜브 내부에 배치합니다. 튜브는 와이퍼 다이에 의해 장력을 유지하여 응력 중에 주름이 생기는 것을 방지합니다. 와이퍼 다이는 일반적으로 구부러지는 재료가 긁히거나 손상되는 것을 방지하기 위해 알루미늄이나 황동과 같은 보다 부드러운 합금으로 만들어집니다.
프레스 벤딩:
프레스 벤딩은 아마도 콜드 파이프와 튜빙에 사용되는 최초의 벤딩 공정일 것입니다. 이 공정에서는 굴곡 모양의 다이를 파이프에 밀어 넣어 파이프를 굴곡 모양에 맞추게 합니다. 파이프가 내부적으로 지지되지 않기 때문에 파이프 모양이 약간 변형되어 단면이 타원형이 됩니다. 이 프로세스는 파이프의 일관된 단면이 필요하지 않은 경우에 사용됩니다. 단일 다이로 다양한 모양을 생성할 수 있지만 단일 크기의 튜브와 반경에만 작동합니다.
로터리 드로우 벤딩:
로터리 드로우 벤딩을 위한 전체 툴링
로터리 드로우 벤딩(RDB)은 일정한 중심선 반경(CLR) 또는 평균 벤딩 반경(Rm)으로 표시되는 툴링 또는 "다이 세트"를 사용하여 벤딩하기 때문에 정밀한 기술입니다.
롤 벤딩:
롤 벤딩 공정 중에 파이프, 압출 성형물 또는 솔리드는 파이프에 압력을 가하여 파이프의 굽힘 반경을 점진적으로 변경하는 일련의 롤러(일반적으로 3개)를 통과합니다. 피라미드형 롤 벤더에는 하나의 움직이는 롤(보통 상단 롤)이 있습니다. 더블 핀치형 롤 벤더에는 일반적으로 하단 롤과 고정 상단 롤이라는 두 개의 조정 가능한 롤이 있습니다. 이 굽힘 방법은 파이프 단면의 변형을 거의 일으키지 않습니다. 이 공정은 트러스 시스템에 사용되는 것과 같은 길고 완만하게 굽은 파이프뿐만 아니라 파이프 코일을 생산하는 데에도 적합합니다.
유도 굽힘:
유도 코일은 굴곡 지점에서 파이프의 작은 부분 주위에 배치됩니다. 그런 다음 화씨 800~2,200도(430~1,200C)로 유도 가열됩니다. 파이프가 뜨거울 때 파이프에 압력을 가하여 구부립니다. 그런 다음 파이프를 공기나 물 스프레이로 냉각하거나 주변 공기에 대해 냉각할 수 있습니다.
인덕션 벤딩은 석유화학 산업의 업스트림 및 다운스트림과 육상 및 해상 부문을 위한 (얇은 벽의) 파이프 라인, 건설 산업을 위한 큰 반경의 구조 부품, 발전 산업 및 도시 난방 시스템을 위한 두꺼운 벽, 짧은 반경의 굴곡부.
유도 굽힘의 큰 장점은 다음과 같습니다.
맨드릴 필요 없음
굽힘 반경 및 각도(1°-180°)를 자유롭게 선택할 수 있습니다.
매우 정확한 굽힘 반경 및 각도
정확한 파이프 스풀을 쉽게 생산할 수 있습니다.
현장 용접 시 상당한 비용 절감 효과를 얻을 수 있습니다.
다양한 파이프 크기를 하나의 기계에 수용할 수 있습니다(1인치 OD ~ 80인치 OD).
우수한 벽 얇아짐 및 난형도 값
단조품(WP)의 경우 치수는 다음과 같습니다.
ASME B16.9 - NPS 1⁄2~NPS 48" 크기의 공장에서 제작된 단조 맞대기 용접 피팅의 표준입니다.
그리고 B16.28은 단조 강철 맞대기 용접 짧은 반경 엘보우의 표준이며 NPS 1/2~NPS 24" 크기의 반환입니다.
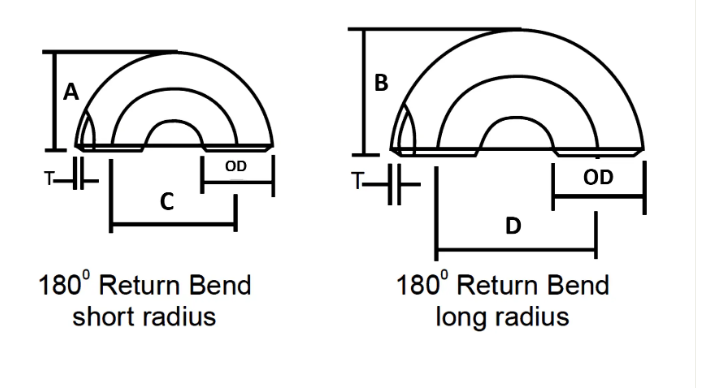
| 공칭 파이프 크기 | 외경 | 다시 얼굴로 | 중심에서 중심으로 | ||
| 인치. | OD | A | B | C | D |
| 1/2 | 21.3 | 48 | – | 76 | – |
| 3/4 | 26.7 | 43 | – | 57 | – |
| 1 | 33.4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42.2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48.3 | 83 | 62 | 114 | 76 |
| 2 | 60.3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88.9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101.6 | 184 | 140 | 267 | 178 |
| 4 | 114.3 | 210 | 159 | 305 | 203 |
| 5 | 141.3 | 262 | 197 | 381 | 254 |
| 6 | 168.3 | 313 | 237 | 457 | 305 |
| 8 | 219.1 | 414 | 313 | 610 | 406 |
| 10 | 273.1 | 518 | 391 | 762 | 508 |
| 12 | 323.9 | 619 | 467 | 914 | 610 |
| 14 | 355.6 | 711 | 533 | 1067 | 711 |
| 16 | 406.4 | 813 | 610 | 1219 | 813 |
| 18 | 457.2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676년 | 1118 |
| 24 | 610 | 1219 | 914 | 1829년 | 1219 |
ASME B16.9에 따른 파이프 피팅 치수 공차
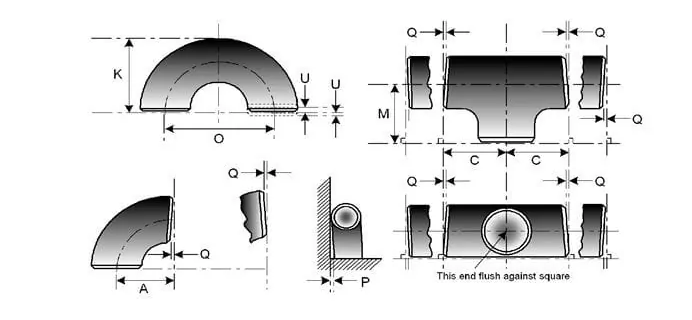
| 공칭 파이프 크기 | 모든 피팅 | 모든 피팅 | 모든 피팅 | 팔꿈치와 티셔츠 | 180도 리턴 벤드 | 180도 리턴 벤드 | 180도 리턴 벤드 | 감속기 | 대문자 |
| NPS | 베벨에서의 OD (1), (2) | 끝의 ID (1), (3), (4) | 벽 두께(3) | 중심-끝 치수 A,B,C,M | 센터 투 센터 O | 백투페이스K | 끝의 정렬 U | 전체 길이 H | 전체 길이 E |
| ½ ~ 2½ | 0.06 -0.03 | 0.03 | 공칭두께의 87.5% 이상 | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 3~3 ½ | 0.06 | 0.06 | 공칭두께의 87.5% 이상 | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 4 | 0.06 | 0.06 | 공칭두께의 87.5% 이상 | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 5 ~ 8 | 0.09 -0.06 | 0.06 | 공칭두께의 87.5% 이상 | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.25 |
| 10~18 | 0.16 -0.12 | 0.12 | 공칭두께의 87.5% 이상 | 0.09 | 0.38 | 0.25 | 0.06 | 0.09 | 0.25 |
| 20~24 | 0.25 -0.19 | 0.19 | 공칭두께의 87.5% 이상 | 0.09 | 0.38 | 0.25 | 0.06 | 0.09 | 0.25 |
| 26~30 | 0.25 -0.19 | 0.19 | 공칭두께의 87.5% 이상 | 0.12 | … | … | … | 0.19 | 0.38 |
| 32~48 | 0.25 -0.19 | 0.19 | 공칭두께의 87.5% 이상 | 0.19 | … | … | … | 0.19 | 0.38 |
니켈 합금
ASTM/ASME SB 336 UNS 2200(니켈 200), UNS 2201(니켈 201), UNS 4400(MONEL 400), UNS 8020(합금 20/20 CB 3, UNS 8825 INCONEL(825), UNS 6600(INCONEL 600), UNS 6601(인코넬 601), UNS 6625(인코넬 625), UNS 10276(하스텔로이 C 276)
스테인레스 스틸
ASTM/ASME SA 403 GR WP “S” / “W” / “WX” 304, 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 321, 321H, 347, 347H.
이중 강철
ASTM / ASME SA 815 UNS NO.S 31803, S 32205, S 32550, S 32750, S 32760.
탄소강
ASTM/ASME A 234 WPB, WPC ASTM/ASME A 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 및 WPHY 70.
합금강
ASTM / ASME A 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91.
| 화학성분 함량 | 기계적 성질 | ||||||||||
| 소재 없음 | C | Mn | Si | S | P | Cr | Mo | Ni | 인장강도 | 항복 강도 | 연장 |
| A234 WPB | ≤0.3 | 0.29-1.06 | ≥0.1 | ≤0.058 | ≤0.05 | / | / | / | 415-585 | ≥240 | ≥30 |
| A234 WP5 | ≤0.15 | ≤0.6 | ≤0.5 | ≤0.04 | ≤0.03 | 4-6 | 0.44-0.65 | / | 415-585 | ≥205 | ≥20 |
| A403 WP304 | ≤0.08 | ≤2 | ≤1 | ≤0.040 | ≤0.030 | 18-20 | / | 8-11 | ≥515 | ≥205 | ≥30 |
| A403 WP316L | ≤0.03 | ≤2 | ≤1 | ≤0.045 | ≤0.03 | 16-18 | 2-3 | 10-15 | ≥485 | ≥170 | ≥30 |
| WPHY60 | ≤0.20 | 1-1.45 | 0.15-0.4 | ≤0.015 | ≤0.030 | / | / | / | ≥515 | ≥415 | / |
가벼운 오일링, 블랙 페인팅, PE /3PE 부식 방지 코팅
열간 유도 벤드 판자 요구 사항
우리는 품질을 보장하기 위해 모든 절차에 중점을 두고 있으며, 우리가 일반적으로 취하는 패키지는 강관 팔꿈치에 환경 폴리 백을 넣은 다음 무료 훈증 목재 케이스 또는 나무 판으로 포장하는 것입니다. 우리는 또한 협상을 통해 OEM과 같은 맞춤형 패키지를 받아들입니다.
- 자재는 쉽게 취급할 수 있고 손상을 방지할 수 있는 방식으로 수출용으로 포장되어야 하며, 판매자는 승인을 위해 표준 포장 절차를 구매자에게 제출해야 합니다.
- 피팅과 플랜지의 열린 끝 부분에는 견고한 플라스틱 보호 플러그 또는 캡이 함께 제공됩니다. 경사진 끝 부분의 경우 캡은 베벨의 전체 영역을 보호해야 합니다.
- 스테인리스 스틸 재질은 염수분위기에 노출되어 염소의 공격을 방지하기 위해 방수 차단재를 사용해야 합니다.
- 탄소강과 스테인레스강 품목은 함께 보관할 수 없으며 별도로 포장해야 합니다.

