

-
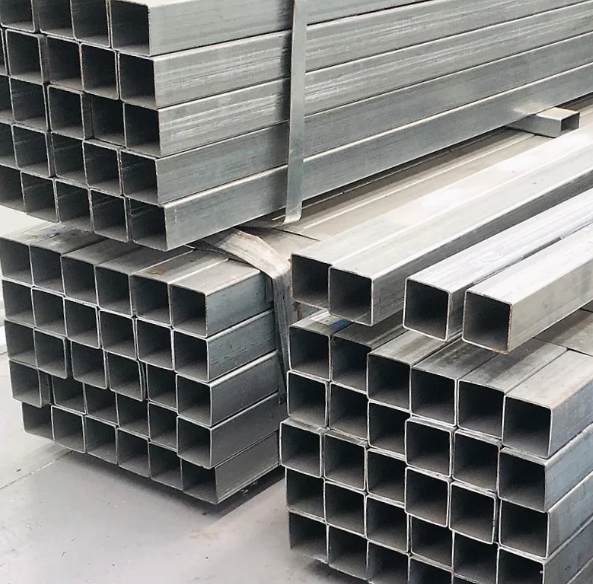
Technologie d'élimination de la surface en acier galvanisé
1. L'étape de roulement à froid: l'état de surface de la bande il y a deux aspects principaux de la rugosité de surface et des résidus. 2.En savoir plus -

Points d'inspection des défauts de surface en acier galvanisé
Nous voyons plus de bricolage en acier galvanisé sur le marché maintenant, des surfaces en acier galvanisées en trempe à chaud en raison du fonctionnement inapproprié de la formation de défauts de surface, la nécessité d'un processus strict pour produire de meilleurs produits. Si le défaut est dû à l'équipement de galvanisation à la pointe à chaud dysfonctionnel ou caca ...En savoir plus -
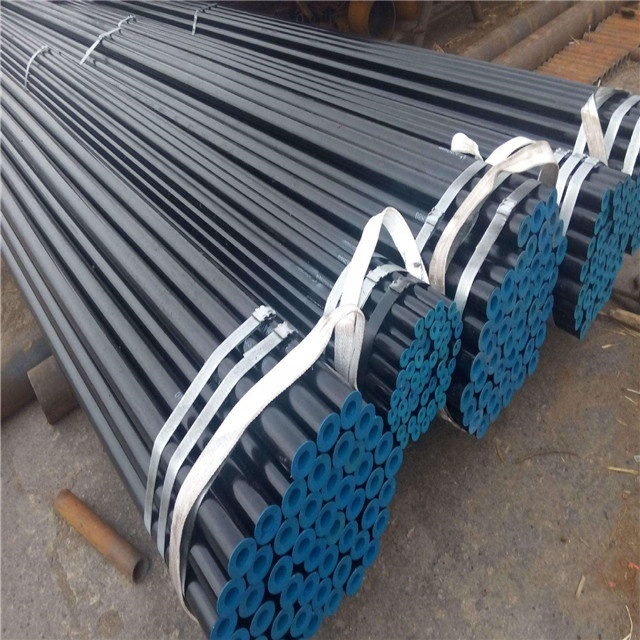
Connaissance des tubes de chaudière à température
Les tubes de chaudière refroidis dans les tubes de surface de chauffage comptent le temps de fonctionnement ou la détérioration de l'environnement de fonctionnement, sec, en peu de temps pour qu'une augmentation soudaine de la température du tuyau en acier, la température atteigne la température nominale, une résistance à la traction de la baisse nette de l'acier de ...En savoir plus -

Cause Analyse du tuyau d'acier droit de la couture droite Mauvais côté
Production de tuyaux en acier droite, le mauvais côté s'est produit, de nombreux facteurs d'influence. En pratique, souvent par un différentiel de mauvais côté sec, laissant la rétrogradation du tuyau en acier. Une analyse de cause produit ainsi le mauvais côté des joints de tuyaux droits et des mesures de prévention sont nécessaires. 1, st ...En savoir plus -

Perçage de billette en acier en couture droite
La température de perçage en acier en acier droit varie selon la matière première étrange. Tuyau de dilatation thermique mais surtout en 1200 ℃, lorsque la teneur en carbone et les autres éléments d'alliage sont plus légèrement plus bas. La deuxième clé consiste à essayer de réduire l'échelle de l'opération de chauffage Qu ...En savoir plus -

Contrôle de la taille du tube à paroi épais en acier inoxydable
304 Pièces de tubes à parois épaisses en acier inoxydable pour contrôler la taille des grains pendant le traitement thermique sont nécessaires, son tube à parois épaisses en acier inoxydable traité à la chaleur de qualité a un impact très important. Voici comment contrôler la taille de son résumé de la méthode de la taille des grains comme suit. (1) Choisissez un raisonnement ...En savoir plus -

304 Usure de pipe en acier inoxydable
304 Le phénomène d'usure des tuyaux sans couture en acier inoxydable est très courant, de nombreuses raisons de ce phénomène ont des aspects physico-chimiques et mécaniques, principalement par l'usure abrasive, l'usure adhésive (collée), l'usure de fatigue (piqûres) corrosion et usure. 304 Pipe transparent en acier inoxydable et portez presque tous les pro ...En savoir plus -

Comment souder pour un tuyau en acier soudé de grand diamètre à basse température
Dans des conditions froides, un soudage en acier à faible teneur en carbone, la vitesse de refroidissement de l'articulation soudée, ce qui a permis de se fissurer à augmenter, en particulier dans les premières structures lourdes de soudure sensibles à la fissuration, il est nécessaire de prendre les étapes de processus suivantes: 1) ne possible pas dans les conditions de ...En savoir plus -

Processus de travail déracturé du tuyau soudé de couture droite de la paroi épaisse
Pour un traitement de l'huile de rouille longitudinale clos, nous devons d'abord comprendre les caractéristiques et le type d'huile anti-rust, ainsi que leurs rôles respectifs. Ainsi, lorsque l'achat de ces produits ne peut pas être déséquilibré, gagnez indirectement le temps. 1. Sèche rapide, son plus grand avantage est cette shel rapide sec et dur ...En savoir plus -

Microstructure et propriétés du tuyau en acier sans couture à chaud
À l'heure actuelle, les producteurs d'acier intérieurs sont confrontés à d'énormes défis sur la surcapacité en acier transparent, doivent ajuster la structure des produits, éliminer la capacité de production en arrière et la recherche et le développement de produits de haute qualité. Des études expérimentales ont montré: la mise en œuvre du contrôle du refroidissement ...En savoir plus -

Processus de passivation des tuyaux en spirale
Étant donné que les pièces plus épais se sont formées à la surface, des composants denses et complexes de l'échelle, ces pièces décrochent des décalagements relativement compliqués. Une telle élimination de l'échelle d'oxyde lâche selon une étape de décapage de l'élimination de la cendre a été effectuée. 1, échelle lâche: 2, opération de décapage: après échelle lâche, ...En savoir plus -

Méthodes de traitement des tuyaux en acier droit
1. Coulage en acier: Utiliser le marteau de forgeage La force d'impact alternative ou la pression appuyez sur la billette dans un changement de pression que nous avons souhaité la forme et les dimensions et l'approche de travail. 2. Diffusion: Le métal en acier placé dans le pétrin fermé Jane, appliquant la pression à une extrémité du métal est extrudé du th ...En savoir plus