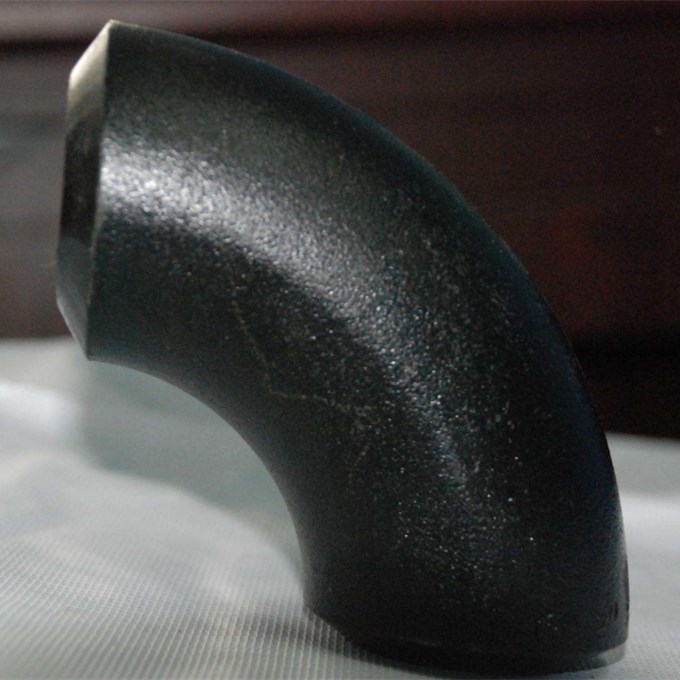

Un codo es un accesorio de tubería que se utiliza como punto de conexión entre dos tramos de tubería para producir un cambio en la dirección del flujo en la tubería, generalmente en un ángulo de 90°, 45° o 180°. Los codos también se conocen comúnmente como codos y están disponibles en una variedad de materiales como acero inoxidable, acero al carbono, acero aleado, aleaciones de níquel, dúplex y cuproníquel.
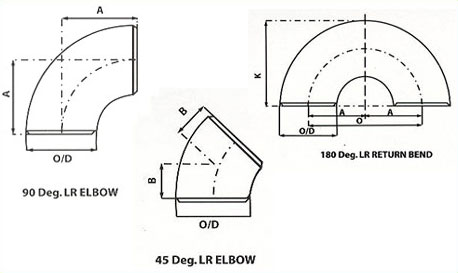
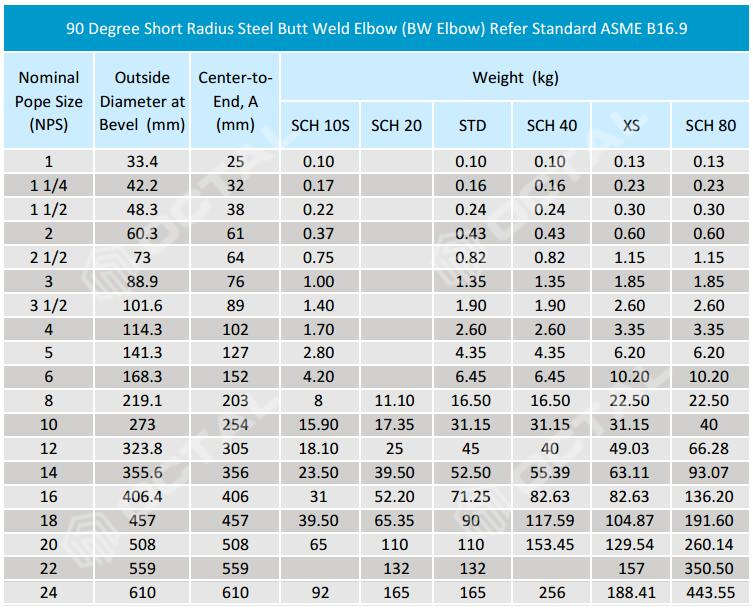
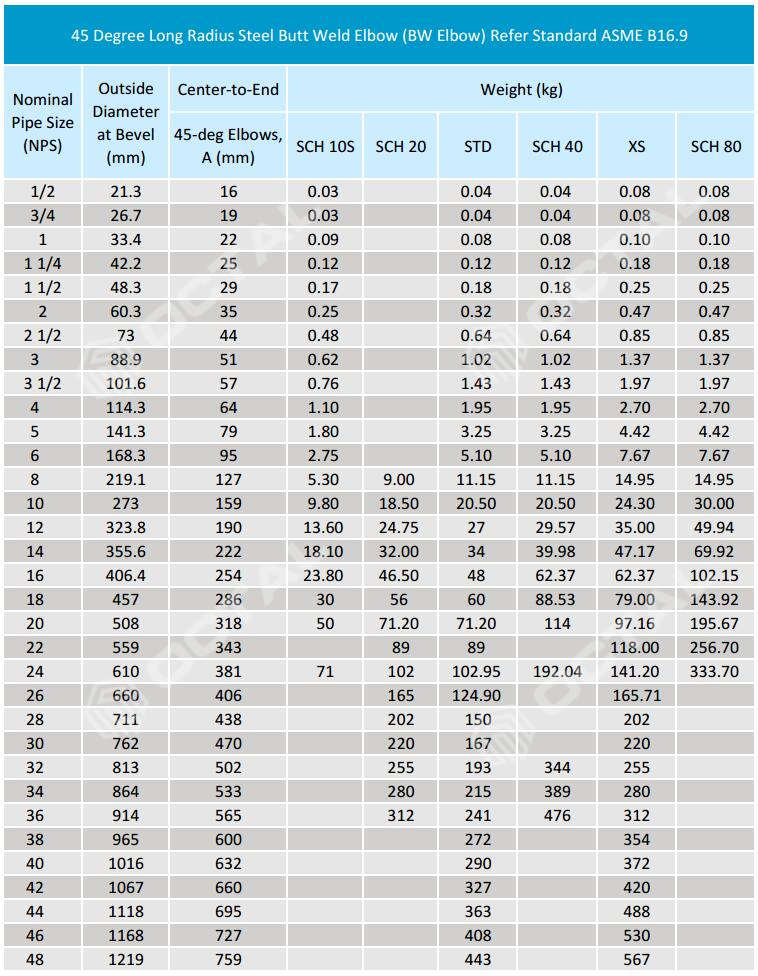
También conocidos como codos de 90°, los codos de 90° se fabrican como codos SR (radio corto) y codos LR (radio largo). Los codos de 45° normalmente se fabrican como codos LR (radio largo).
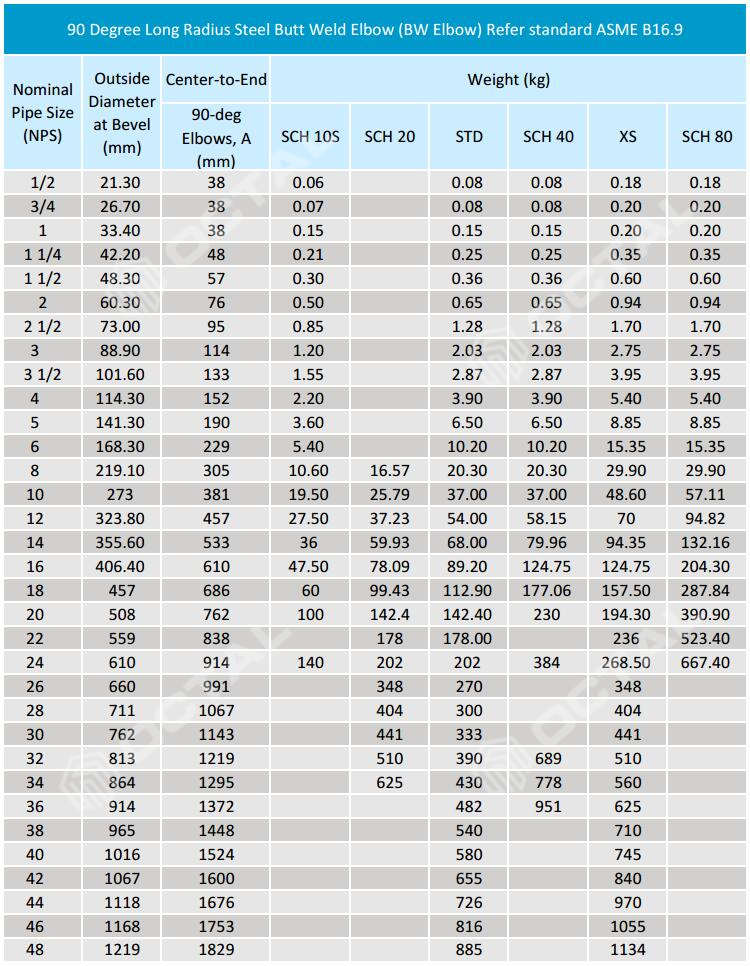
Los codos de radio largo tienen una distancia del centro al extremo que es 1,5 veces el NPS en pulgadas (R=1,5D), mientras que el radio corto es igual al NPS en pulgadas (R=1,0D). Generalmente se utilizan codos de radio corto. en áreas estrechas y se utilizan codos de radio largo cuando hay espacio disponible y el flujo es más crítico. También podemos fabricar y suministrar codos de acero al carbono y codos de acero inoxidable en ángulos de tamaño no estándar, como 60°, 100°, 120° o 150°.
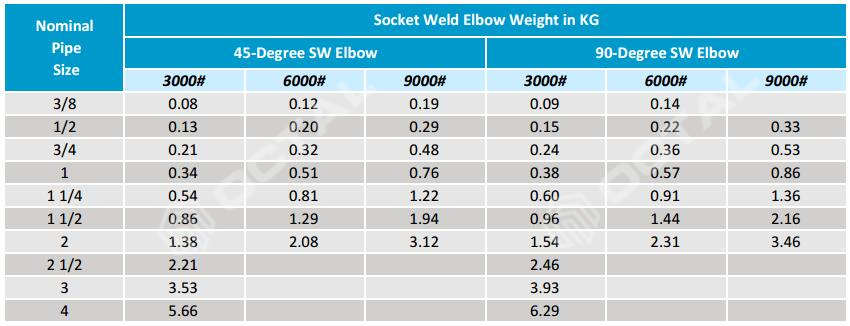
Los extremos pueden estar mecanizados para soldadura a tope, roscados (generalmente hembra) o encastrados, etc. Cuando los dos extremos difieren en tamaño, el accesorio se denomina codo reductor o codo reductor.
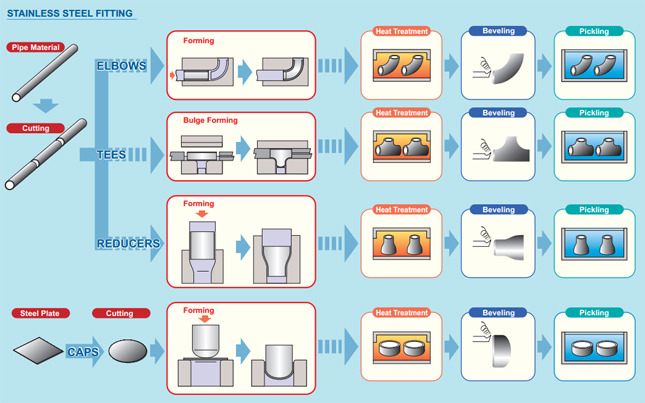
Proceso de fabricación de codos sin costura (doblado en caliente y doblado en frío)
Uno de los métodos más comunes para fabricar codos es doblar con mandril en caliente tubos de acero rectos. Después de calentar el tubo de acero a una temperatura elevada, el tubo es empujado, expandido y doblado por las herramientas internas del mandril paso a paso. La aplicación de doblado con mandril en caliente puede fabricar codos sin costura de una amplia gama de tamaños. Las características del doblado del mandril dependen en gran medida de la forma integral y las dimensiones del mandril. Las ventajas de uso de los codos de doblado en caliente incluyen una desviación de espesor más pequeña y un radio de curvatura más fuerte que otros tipos de métodos de doblado. Mientras tanto, el uso de curvaturas en lugar de curvas prefabricadas reduce sustancialmente el número de soldaduras necesarias. Esto reduce la cantidad de trabajo requerido y aumenta la calidad y usabilidad de las tuberías. Sin embargo, el doblado en frío es el proceso para doblar el tubo de acero recto a temperaturas normales en una máquina dobladora. El curvado en frío es adecuado para tuberías con un diámetro exterior de 17,0 a 219,1 mm y un espesor de pared de 2,0 a 28,0 mm. El radio de curvatura recomendado es 2,5 x Do. Normalmente con un radio de curvatura de 40D. Al utilizar el doblado en frío, podemos obtener codos de radio pequeño, pero debemos rellenar las partes internas con arena para evitar que se arruguen. El doblado en frío es un método de doblado rápido y económico. Es una opción competitiva para fabricar tuberías y piezas de máquinas.
Proceso de fabricación de codos soldados (pequeños y grandes)
Los codos soldados están hechos de placas de acero, por lo que no son codos de acero sin costura. Utilice un molde y presione la placa de acero hasta darle la forma del codo, luego suelde la costura para obtener un codo de acero acabado. Es el antiguo método de producción de los codos. En los últimos años, los codos de tamaño pequeño casi se fabrican ahora con tubos de acero. Para los codos de gran tamaño, por ejemplo, es muy difícil producir codos de más de 36'' de diámetro exterior a partir de tubos de acero. Por lo tanto, comúnmente se fabrica a partir de placas de acero, presionando la placa hasta darle la forma de medio codo y soldando las dos mitades. Dado que los codos están soldados en su cuerpo, es necesaria la inspección de la junta de soldadura. Comúnmente utilizamos la inspección por rayos X como END.
ASTM A234
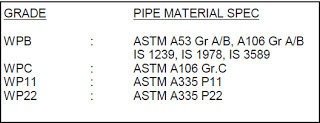
Esta especificación cubre accesorios forjados de acero al carbono y acero aleado de construcción soldada y sin costura. A menos que en el pedido se especifique una construcción sin costuras o soldada, cualquiera de las dos puede suministrarse a opción del proveedor. Todos los accesorios de construcción soldados según esta norma se suministran con radiografía 100%. Según ASTM A234, hay varios grados disponibles según la composición química. La selección dependerá del material de la tubería conectada a estos accesorios.
| Requisitos de tracción | WPB | WPC, WP11CL2 | WP11CL1 | WP11CL3 |
| Resistencia a la tracción, min, ksi[MPa] | 60-85 | 70-95 | 60-85 | 75-100 |
| (0,2 % de compensación o 0,5 % de extensión bajo carga) | [415-585] | [485-655] | [415-585] | [520-690] |
| Límite elástico, min, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
Algunos de los grados disponibles según esta especificación y la correspondiente especificación del material de la tubería conectada se enumeran a continuación:
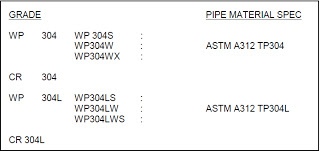
ASTM A403
Esta especificación cubre dos clases generales, WP y CR, de accesorios de acero inoxidable austenítico forjado de construcción soldada y sin costura.
Los accesorios de clase WP se fabrican según los requisitos de ASME B16.9 y ASME B16.28 y se subdividen en tres subclases de la siguiente manera:
- WP – SFabricado a partir de un producto sin costuras mediante un método de fabricación sin costuras.
- WP – W Estos accesorios contienen soldaduras y todas las soldaduras realizadas por el fabricante del accesorio, incluida la soldadura inicial de la tubería si la tubería se soldó con la adición de material de relleno, se radiografian. Sin embargo, no se realiza ninguna radiografía para la soldadura inicial de la tubería si la tubería se soldó sin agregar material de relleno.
- WP-WX Estos accesorios contienen soldaduras y todas las soldaduras, ya sean realizadas por el fabricante del accesorio o por el fabricante del material de partida, están radiografiadas.
Los accesorios de clase CR se fabrican según los requisitos de MSS-SP-43 y no requieren examen no destructivo.
Según ASTM A403, hay varios grados disponibles según la composición química. La selección dependerá del material de la tubería conectada a estos accesorios. Algunos de los grados disponibles según esta especificación y la correspondiente especificación del material de la tubería conectada se enumeran a continuación:
ASTM A420
Esta especificación cubre accesorios forjados de acero al carbono y acero aleado de construcción soldada y sin costuras destinados a su uso a bajas temperaturas. Cubre cuatro grados WPL6, WPL9, WPL3 y WPL8 según la composición química. Los accesorios WPL6 se prueban contra impactos a temperaturas de -50 °C, WPL9 a -75 °C, WPL3 a -100 °C y WPL8 a -195 °C de temperatura.
Las clasificaciones de presión permitidas para accesorios pueden calcularse como para tuberías rectas sin costura de acuerdo con las reglas establecidas en la sección aplicable de ASME B31.3.
El espesor de la pared de la tubería y el tipo de material deben ser aquellos con los que se ordenó el uso de los accesorios; su identidad en los accesorios reemplaza las marcas de clasificación de presión.
| Acero No. | Tipo | Composición química | ||||||||||||
| C | Si | S | P | Mn | Cr | Ni | Mo | Otro | transmisión exterior | ós | δ5 | HB | ||
| WPL6 | 0.3 | 0,15-0,3 | 0,04 | 0.035 | 0,6-1,35 | 0.3 | 0,4 | 0,12 | Cb:0,02;V:0,08 | 415-585 | 240 | 22 | ||
| WPL9 | 0.2 | 0,03 | 0,03 | 0,4-1,06 | 1.6-2.24 | 435-610 | 315 | 20 | ||||||
| WPL3 | 0.2 | 0,13-0,37 | 0,05 | 0,05 | 0,31-0,64 | 3.2-3.8 | 450-620 | 240 | 22 | |||||
| WPL8 | 0,13 | 0,13-0,37 | 0,03 | 0,03 | 0,9 | 8.4-9.6 | 690-865 | 515 | 16 | |||||
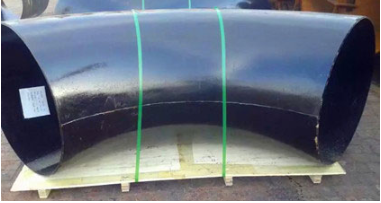
Lubricación ligera, pintura negra, galvanizado, revestimiento anticorrosión PE /3PE
Embalado en cabinas de madera/bandeja de madera.
Requisitos de embalaje del codo de tubería de acero
Nos enfocamos en cada procedimiento para garantizar la calidad, el paquete que generalmente tomamos es empacar los codos de tubería de acero con bolsas de polietileno ambientales y luego en cajas de madera o madera de fumigación gratuita.
paladar. También aceptamos paquetes personalizados como OEM mediante negociación.
1. El material se embalará listo para la exportación de forma que permita una fácil manipulación y evite daños. El proveedor deberá presentar su procedimiento de embalaje estándar al comprador para su aprobación.
2. Los extremos abiertos de las conexiones y bridas se suministrarán con tapones o tapas protectoras de plástico de alta resistencia. Para extremos acampanados, las tapas protegerán toda el área del bisel.
3. Se utilizará material de barrera a prueba de agua para materiales de acero inoxidable para proteger contra el ataque del cloro por exposición a una atmósfera de agua salada.
4. Los artículos de acero al carbono y de acero inoxidable no se permiten almacenar juntos y se embalarán por separado.