





Tubo de aço carbono refere-se principalmente à fração de massa de carbono inferior a 2,11% sem conter elementos de liga de aço deliberadamente adicionados, sendo o nível de carbono contido em um aço um dos fatores mais importantes que influenciam a resistência do aço , a dureza aumenta e reduz a ductilidade, a tenacidade e a capacidade de soldagem. Além disso, os tubos de aço carbono geralmente também contêm uma pequena quantidade de silício, manganês, enxofre, fósforo além de carbono. Em comparação com outros tipos de aço, o tubo CS SMLS é o mais antigo, de baixo custo, ampla gama de desempenho e maior quantidade. Adequado para pressão nominal PN ≤ 32,0 MPa, temperatura -30-425 ℃ água, vapor, ar, hidrogênio, amônia, nitrogênio e produtos petrolíferos e outros meios. O tubo sem costura CS é o primeiro a usar a maior quantidade de material básico na indústria moderna. Os países industrializados do mundo, nos esforços para aumentar a produção de aços de alta resistência e baixa liga e ligas de aço, também prestam muita atenção à melhoria da qualidade e à expansão da gama de variedades e usos. Proporção da produção total de aço dos países, mantida aproximadamente em cerca de 80%, não só é amplamente utilizada em edifícios, pontes, ferrovias, veículos, navios e todos os tipos de indústria de fabricação de máquinas, mas também na moderna indústria petroquímica indústria, o desenvolvimento marinho, também tem sido fortemente utilizado.
Padrão:API SPEC 5L,ISO 3183,ASTM A 53M,ASTM A 106M,JIS G 3454,JIS G 3455, JIS G 3456
Dimensão:
SMLS: Φ10,3~1016×1,7~52mm
SOLDA: Φ219~2134×5~52mm
Comprimento:Comprimento aleatório, comprimento fixo, SRL, DRL
Classe de aço:
ASTM A53/ASTM A106: GR A, GR B, GR CASME
ASME A500: GR.A, GR.B, GR.C, GR.D
Teste necessário:
Análise Química, Teste Mecânico, Inspeção Visual, Teste de Tensão, Verificação de Dimensão, Teste de Dobra, Teste de Aplainamento, Teste de Impacto, Teste DWT, Teste NDT, Teste Hidrostático, Teste de Dureza.
Aplicação de tubo de aço carbono
- Setores automobilísticos
- Estruturas arquitetônicas internas e externas
- Tubulações de água
- Linhas de gás
- Indústrias de petróleo e gás
- Serviço de pressão
- Caldeira e energia elétrica
- Máquinas
- Tanque de gás
- Engenharia Química
- Engenharia offshore e de petróleo
Tamanhos de tubo de aço carbono
| Diâmetro externo (mm) | Espessura da parede (mm) | ||||||||||||||||||||||||||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 35 | ||
| 73 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| 76,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 82,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 88,9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 101,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 114,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 127 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 139,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 152,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 159 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 168,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 177,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 193,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 203 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 219.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 244,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 273 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 298,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 323,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 339,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 355,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 406,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 457,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 473,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 508 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 530 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 558,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 609,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 630 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Padrão | Tipo de tubo | Aula | Nota |
| API SPEC 5L ISO 3183 | SMLS | PLS1 | L245B, L290 X42, L320 X46, L360 X52, L390 X56, L415 X60, L450 X65, L485 X70 |
| PLS2 | L245N BN, L290N X42N, L320N X46N, L360N X52N, L390N X56N, L415N X60N, L360Q X52Q, L390Q X56Q, L415Q X60Q, L485Q X70Q
| ||
| PLS2 Azedo Ambiente | L245NS BNS, L290NS X42NS, L320NS X46NS L360NS X52NS, L390NS X56NS, L415NS X60NS, L360QS X52QS, L390QS X56QS, L415QS X60QS L485QS X70QS
| ||
| SOLDAR | PLS1 | L245B, L290 X42, L320 X46, L360 X52 L390 X56, L415 X60, L450 X65, L485 X70 | |
| PLS2 | L245MBM, L290M X42M, L320M X46M, L360M X52M, L390M X56M, L415M X60M, L450M X65M, L485M X70M, L555M X80M, | ||
Nota:
| Padrão | Nota |
| ASTM A 53M | UMA, B |
| ASTM A106M | A, B, C |
| JIS G 3454 | STPG 370, STPG 410 |
| JIS G 3455 | STPG370, STPG410, STPG480 |
| JIS G 3456 | STPG370, STPG410, STPG480 |
Observação: Outras notas além da tabela am poderão ser disponibilizadas por meio de consultas.
Composição Química (%):
| Padrão | Nota | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | V |
| ASTMA 53 milhões | A | ≤0,25 | - | ≤0,95 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | - | ≤1,20 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| ASTM A106M | A | ≤0,25 | ≥0,10 | 0,27-0,93 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| C | ≤0,35 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| JIS G 3454 | STPG 370 | ≤0,25 | ≤0,35 | 0,30-0,90 | ≤0,040 | ≤0,040 | - | - | - | - | - |
| STPG 410 | ≤0,30 | ≤0,35 | 0h30-1h00 | ≤0,040 | ≤0,040 | - | - | - | - | - | |
| JIS G 3455 | STS 370 | ≤0,25 | 0,10-0,35 | 0h30-1h10 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STS 410 | ≤0,30 | 0,10-0,35 | 0,30-1,40 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STS 480 | ≤0,33 | 0,10-0,35 | 0,30-1,50 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| JIS G 3456 | STPT 370 | ≤0,25 | 0,10-0,35 | 0,30-0,90 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STPT 410 | ≤0,30 | 0,10-0,35 | 0h30-1h00 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STPT 480 | ≤0,33 | 0,10-0,35 | 0h30-1h00 | ≤0,035 | ≤0,035 | - | - | - | - | - |
Observação: Outras notas além da tabela am poderão ser disponibilizadas por meio de consultas.
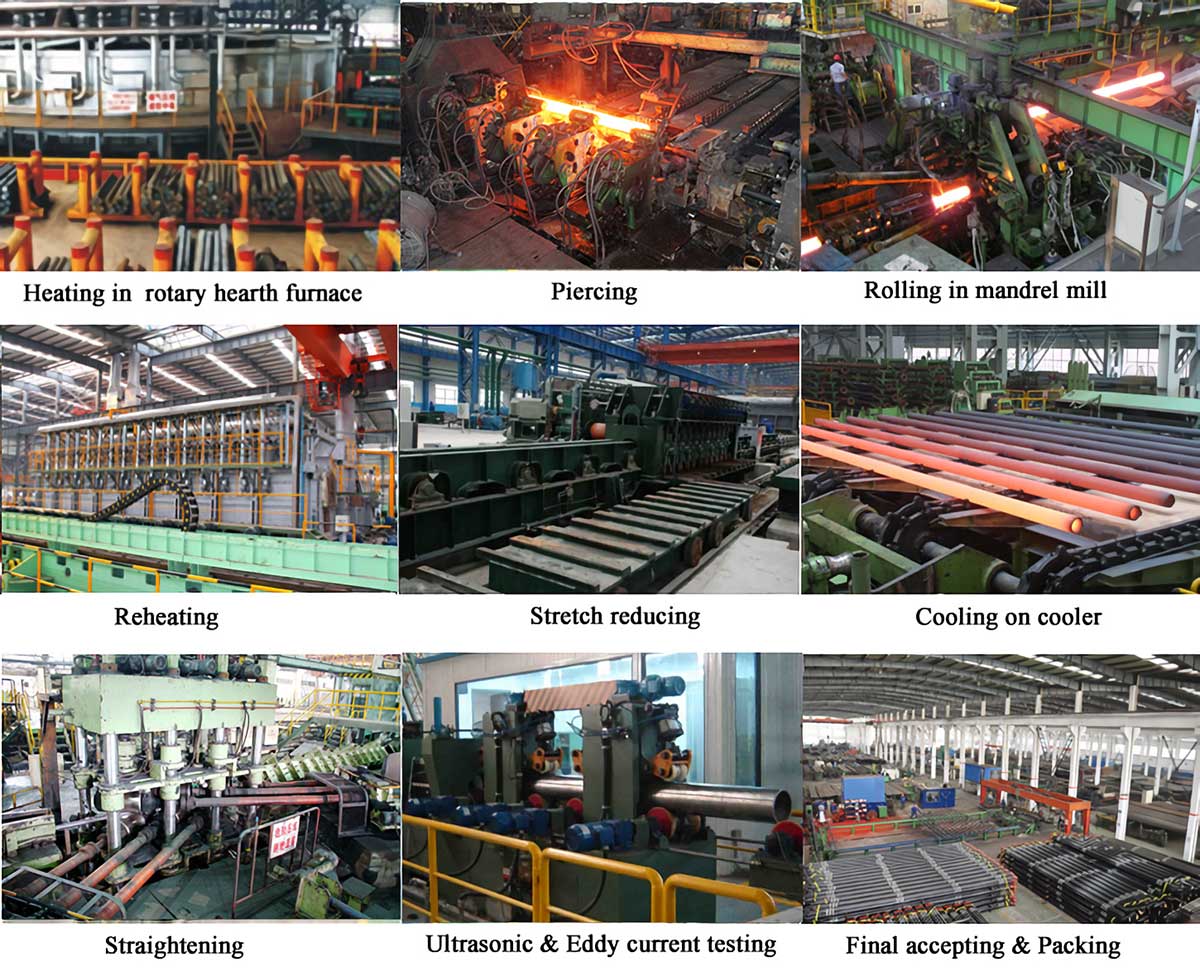
Linha de aço sem emenda de laminação a quente fabricação/processos de produção da tubulação
Tarugos Redondos Laminados – Exame – Corte – Aquecimento – Perfuração – Alongamento – Ligeira Redução de Tensão – Endireitamento – Corte Final Corp – Inspeção Visual – END – Teste Hidrostático – Processamento de Pontas – Inspeção de Produto – Pintura e Marcação – Embalagem – Armazenagem
Processo de fabricação de tubos de aço sem costura estirados a frio (laminados)
Tubo mãe (normalmente para tubo laminado a quente) – Inspeção – Recozimento – Tratamento de extremidades (bater e perfurar furo) – Decapagem – Moagem – Fosforização (Annoit) – Trefilado a frio (laminado) – Desengorduramento e limpeza – Tratamento térmico (tratamento de solução) – Endireitamento – Teste Hidrostático – Pintura e Marcação – Armazenagem
Tratamento de superfície de tubo de aço:
A fim de melhorar a vida útil do oleoduto, o tratamento de superfície é geralmente realizado para facilitar a combinação firme de tubo de aço e revestimento anticorrosivo. Os métodos de processamento comuns são: limpeza, remoção de ferrugem de ferramentas, decapagem, jateamento de ferrugem em quatro categorias.
1. Limpeza de graxa, poeira, lubrificante e matéria orgânica aderida na superfície do tubo de aço, geralmente usando solvente e emulsão para limpar a superfície. No entanto, a ferrugem, a película de óxido e a escória de soldagem na superfície do tubo de aço não podem ser removidas, portanto, outros métodos de tratamento são necessários. Remoção de ferrugem da ferramenta Óxido da superfície do tubo de aço, ferrugem, escória de soldagem, pode usar escova de arame de aço para limpar e polir o tratamento de superfície. A remoção de ferrugem da ferramenta pode ser dividida em manual e potência, a remoção de ferrugem da ferramenta manual pode atingir SA.
2. Nível, a remoção de ferrugem da ferramenta elétrica pode atingir o nível Sa3. Se a superfície do tubo de aço estiver fixada com uma película de óxido particularmente forte, pode ser impossível remover a ferrugem com a ajuda de ferramentas, por isso precisamos encontrar outras maneiras.
3. Decapagem Os métodos comuns de decapagem incluem química e eletrólise. Mas apenas a decapagem química é usada para proteção contra corrosão em tubulações. A decapagem química pode atingir um certo grau de limpeza e rugosidade na superfície do tubo de aço, o que é conveniente para linhas de ancoragem subsequentes. Geralmente como uma granalha (areia) após o reprocessamento.
4. Jateamento para remoção de ferrugem por motor de alta potência aciona as lâminas rotativas de alta velocidade, granalha de aço, granalha de aço, segmento, minerais e outros fios abrasivos sob a ação da força centrífuga na pulverização da superfície do tubo de aço e ejeção de massa, remova completamente a ferrugem , óxidos e sujeira por um lado, por outro lado, tubo de aço sob a ação de impacto violento abrasivo e força de atrito, para atingir a rugosidade uniforme necessária. Entre os quatro métodos de tratamento, o jateamento e remoção de ferrugem é um método de tratamento ideal para remoção de ferrugem de tubos. Geralmente, o jateamento e a remoção de ferrugem são usados principalmente para o tratamento da superfície interna de tubos de aço, e o jateamento e a remoção de ferrugem são usados principalmente para o tratamento da superfície externa de tubos de aço.
Tinta spray

Embalagem à prova d'água
