





Pipa baja karbon terutama mengacu pada fraksi massa karbon kurang dari 2,11% tanpa mengandung unsur paduan baja yang sengaja ditambahkan, dengan kadar karbon yang terkandung dalam baja menjadi salah satu faktor terpenting yang mempengaruhi kekuatannya. , kekerasan meningkat, dan mengurangi keuletan, ketangguhan dan kemampuan las. Selain itu, tabung baja karbon umumnya juga mengandung sejumlah kecil silikon, mangan, belerang, fosfor selain karbon. Dibandingkan dengan jenis baja lainnya, pipa CS SMLS adalah yang paling awal, berbiaya rendah, berbagai kinerja, jumlah terbesar. Cocok untuk tekanan nominal PN ≤ 32.0MPa, suhu -30-425 ℃ air, uap, udara, hidrogen, amonia, nitrogen dan produk minyak bumi, dan media lainnya. Pipa seamless CS adalah yang paling awal menggunakan bahan dasar dalam jumlah terbesar di industri modern. Negara-negara industri di dunia, dalam upaya meningkatkan produksi baja paduan rendah dan baja paduan berkekuatan tinggi, juga sangat memperhatikan peningkatan kualitas dan perluasan jangkauan varietas dan penggunaan. Proporsi produksi baja dalam total produksi negara tersebut, kira-kira dipertahankan pada sekitar 80%, tidak hanya digunakan secara luas pada bangunan, jembatan, kereta api, kendaraan, kapal dan semua jenis industri manufaktur mesin, tetapi juga dalam industri petrokimia modern. industri, pengembangan kelautan, juga telah banyak digunakan.
Standar:API SPEC 5L,ISO 3183,ASTM A 53M,ASTM A 106M,JIS G 3454,JIS G 3455, JIS G 3456
Dimensi:
SMLS: Φ10,3~1016×1,7~52mm
LAS: Φ219~2134×5~52mm
Panjang:Panjang Acak, Panjang Tetap, SRL, DRL
Kelas Baja:
ASTM A53/ASTM A106: GR A, GR B, GR KASME
ASME A500: GR.A, GR.B, GR.C, GR.D
Diperlukan Tes:
Analisis Kimia, Uji Mekanik, Inspeksi Visusal, Uji Ketegangan, Pemeriksaan Dimensi, Uji Tekuk, Uji Perataan, Uji Impact, Uji DWT, Uji NDT, Uji Hidrostatis, Uji Kekerasan.
Penerapan Tabung Baja Karbon
- Sektor otomotif
- Struktur arsitektur interior & eksterior
- Saluran pipa air
- Saluran gas
- Industri Minyak & Gas
- Layanan tekanan
- Boiler & tenaga listrik
- Mesin
- Tangki bensin
- Teknik Kimia
- Teknik lepas pantai dan perminyakan
Ukuran Pipa Baja Karbon
| Diameter Keluar (mm) | Ketebalan Dinding (mm) | ||||||||||||||||||||||||||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 35 | ||
| 73 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| 76.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 82.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 88.9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 101.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 114.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 127 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 139.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 152.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 159 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 168.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 177.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 193.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 203 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 219.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 244.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 273 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 298.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 323.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 339.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 355.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 406.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 457.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 473.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 508 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 530 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 558.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 609.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 630 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Standar | Jenis pipa | Kelas | Nilai |
| SPESIFIKASI API 5L ISO 3183 | SMLS | Tolong1 | L245B, L290 X42, L320 X46, L360 X52, L390 X56, L415 X60, L450 X65, L485 X70 |
| Tolong2 | L245N BN, L290N X42N, L320N X46N, L360N X52N, L390N X56N, L415N X60N, L360Q X52Q, L390Q X56Q, L415Q X60Q, L485Q X70Q
| ||
| PLS2 Asam Lingkungan | L245NS BNS, L290NS X42NS, L320NS X46NS L360NS X52NS, L390NS X56NS, L415NS X60NS, L360QS X52QS, L390QS X56QS, L415QS X60QS L485QS X70QS
| ||
| LAS | Tolong1 | L245B, L290 X42, L320 X46, L360 X52 L390 X56, L415 X60, L450 X65, L485 X70 | |
| Tolong2 | L245M BM, L290M X42M, L320M X46M, L360M X52M, L390M X56M, L415M X60M, L450M X65M, L485M X70M, L555M X80M, | ||
Nilai:
| Standar | Nilai |
| ASTM A 53 M | SEBUAH , B |
| ASTM A 106M | A, B, C |
| JIS G 3454 | STPG 370, STPG 410 |
| JIS G 3455 | STPG370, STPG410, STPG480 |
| JIS G 3456 | STPG370, STPG410, STPG480 |
Catatan: Nilai selain bagan am dapat disediakan melalui konsultasi.
Komposisi Kimia (%):
| Standar | Nilai | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | V |
| ASTM 53M | A | ≤0,25 | - | ≤0,95 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | - | ≤1.20 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| ASTM A 106M | A | ≤0,25 | ≥0,10 | 0,27-0,93 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| C | ≤0,35 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| JIS G 3454 | STPG 370 | ≤0,25 | ≤0,35 | 0,30-0,90 | ≤0,040 | ≤0,040 | - | - | - | - | - |
| STPG 410 | ≤0,30 | ≤0,35 | 0,30-1,00 | ≤0,040 | ≤0,040 | - | - | - | - | - | |
| JIS G 3455 | STS 370 | ≤0,25 | 0,10-0,35 | 0,30-1,10 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STS 410 | ≤0,30 | 0,10-0,35 | 0,30-1,40 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STS 480 | ≤0,33 | 0,10-0,35 | 0,30-1,50 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| JIS G 3456 | STPT 370 | ≤0,25 | 0,10-0,35 | 0,30-0,90 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STPT 410 | ≤0,30 | 0,10-0,35 | 0,30-1,00 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STPT 480 | ≤0,33 | 0,10-0,35 | 0,30-1,00 | ≤0,035 | ≤0,035 | - | - | - | - | - |
Catatan: Nilai selain bagan am dapat disediakan melalui konsultasi.
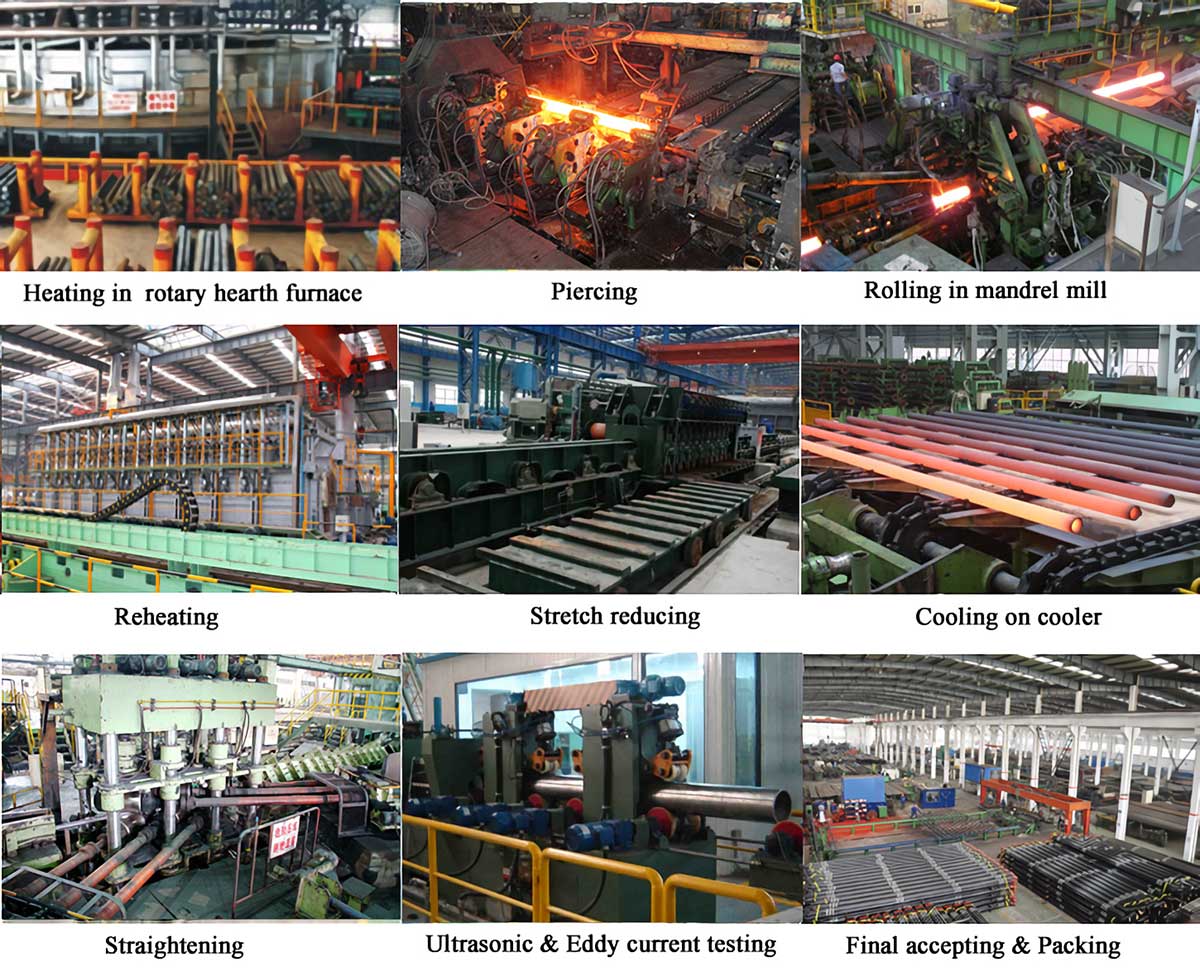
Proses Pembuatan / Produksi Pipa Jalur Baja Seamless Hot Rolling
Billet Bulat yang Digulung – Pemeriksaan – Pemotongan – Pemanasan – Penusukan – Pemanjangan – Pengurangan Ketegangan Sedikit – Pelurusan – Pemotongan Ujung Badan – Inspeksi Visual – NDT – Uji Hidrostatis – Prosesi Akhir – Inspeksi Produk – Pengecatan dan Penandaan – Pengepakan – Pergudangan
Proses Pembuatan Pipa Baja Mulus yang Ditarik Dingin (Digulung).
Pipa induk (Biasanya untuk pipa canai panas) – Inspeksi – Annealing – Perawatan Ujung (Lubang Pukulan dan Pengeboran) – Pengawetan – Penggilingan – Fosforisasi (Annoit) – Penarikan Dingin (Rolled) – Degreasing dan Pembersihan – Perlakuan panas (Perlakuan larutan) – Pelurusan – Uji hidrostatis – Pengecatan dan Penandaan – Pergudangan
Perawatan Permukaan Pipa Baja:
Untuk meningkatkan masa pakai pipa minyak, perawatan permukaan biasanya dilakukan untuk memfasilitasi kombinasi yang kuat antara pipa baja dan lapisan anti korosi. Metode pemrosesan yang umum adalah: pembersihan, penghilangan karat alat, pengawetan, peledakan tembakan derusting empat kategori.
1. Membersihkan minyak, debu, pelumas, bahan organik yang menempel pada permukaan pipa baja, biasanya menggunakan pelarut, emulsi untuk membersihkan permukaan. Namun karat, kulit oksida dan terak las pada permukaan pipa baja tidak dapat dihilangkan, sehingga diperlukan metode perawatan lain. Alat penghilang karat Oksida permukaan pipa baja, karat, terak las, dapat menggunakan sikat kawat baja untuk membersihkan dan memoles perawatan permukaan. Alat derusting dapat dibagi menjadi manual dan daya, derusting alat manual dapat mencapai SA.
2. Level, penghilangan karat pada perkakas listrik dapat mencapai level Sa3. Jika permukaan pipa baja dilapisi dengan kulit oksida yang sangat kuat, karat tersebut mungkin tidak dapat dihilangkan dengan bantuan alat, sehingga kita perlu mencari cara lain.
3. Pengawetan Metode pengawetan yang umum meliputi kimia dan elektrolisis. Tetapi hanya pengawetan kimia yang digunakan untuk melindungi pipa dari korosi. Pengawetan kimiawi dapat mencapai tingkat kebersihan dan kekasaran tertentu pada permukaan pipa baja, yang memudahkan untuk jalur jangkar berikutnya. Biasanya sebagai tembakan (pasir) setelah diolah ulang.
4. Peledakan tembakan untuk menghilangkan karat dengan motor berdaya tinggi menggerakkan bilah berputar berkecepatan tinggi, pasir baja, tembakan baja, segmen, mineral dan kawat abrasif lainnya di bawah aksi gaya sentrifugal pada semprotan permukaan pipa baja dan ejeksi massal, menghilangkan karat secara menyeluruh. , oksida dan kotoran di satu sisi, di sisi lain, pipa baja di bawah aksi benturan keras dan gaya gesekan yang abrasif, untuk mencapai kekasaran seragam yang diperlukan. Di antara empat metode perawatan, shot blasting dan derusting merupakan metode perawatan yang ideal untuk derusting pipa. Secara umum, shot blasting dan derusting terutama digunakan untuk perawatan permukaan bagian dalam pipa baja, dan shot blasting dan derusting terutama digunakan untuk perawatan permukaan luar pipa baja.
Semprotkan cat

Kemasan tahan air
