

-
Gegalvaniseerde staaloppervlakverwijderingstechnologie
1. De koude rollende stap: de oppervlaktetoestand van de strip zijn er twee hoofdaspecten van oppervlakteruwheid en residuen. 2. Oppervlakteruwheid: koude gerolde stripoppervlak Ruwheid Controleproces waarbij vele factoren betrokken zijn, door batch te gloeien de strook, hebben een bepaalde oppervlakteruwheid om de EFF ...Lees meer -

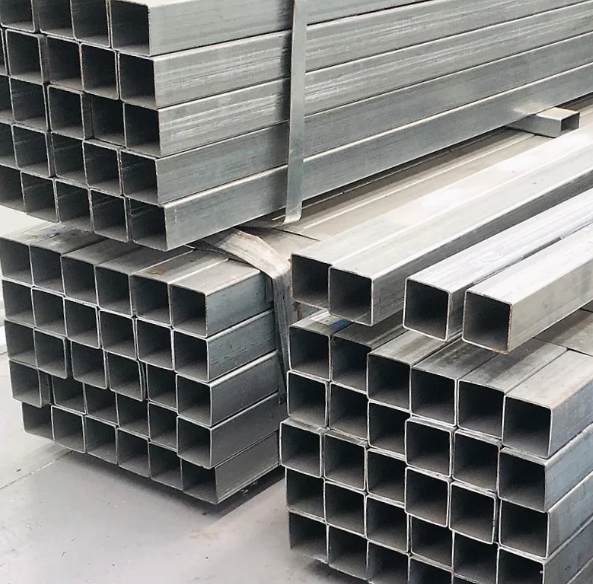
Gegalvaniseerde inspectiepunten van het stalen oppervlakdefect inspectie
We zien nu meer hete dip gegalvaniseerd stalen vaartuig op de markt, hete dip gegalvaniseerde stalen oppervlakken vanwege onjuiste werking van de vorming van oppervlaktefouten, de behoefte aan strikt proces om betere producten te produceren. Als het defect te wijten is aan de hot-dip galvaniserende apparatuur disfunctionele of poep ...Lees meer -
Kennis van over-temperatuur ketelbuizen
Ketelbuizen gekoeld in de heupbuizen van de verwarmingsoppervlak looptijdtelling of verslechtering van de werkomgeving, droog, in korte tijd, zodat een plotselinge toename van de temperatuur van de stalen buis boven de nominale temperatuur, een treksterkte van stalen scherpe achteruitgang in ...Lees meer -

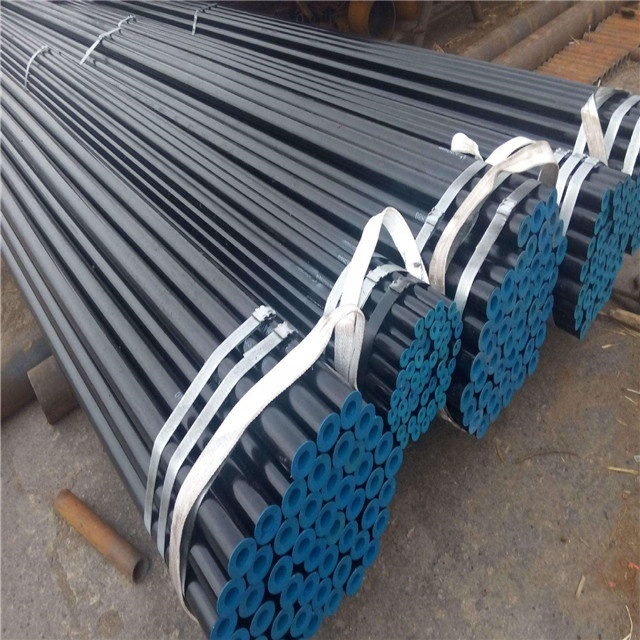
Oorzaak analyse van rechte naad stalen buis verkeerde kant
Rechte naad stalen pijpproductie, de verkeerde kant is opgetreden, veel beïnvloedende factoren. In de praktijk, vaak door een droge verkeerde kant super differentieel, waardoor de stalen pijp -downgrade achterblijft. Oorzaakanalyse produceert dus de verkeerde kant van rechte pijpverbindingen en preventiemaatregelen zijn noodzakelijk. 1, St ...Lees meer -

Rechte naad stalen billet piercing
Rechte naad staal billet piercing temperatuur varieert afhankelijk van de grondstof vreemd vreemd. Thermische expansiepijp maar meestal in 1200 ℃, wanneer het koolstofgehalte en andere legeringselementen meer temperatuur iets lager zijn. De tweede sleutel is om te proberen de schaalschaal van de verwarming te verminderen ...Lees meer -

Regeling van 304 roestvrijstalen dikwandige buiskorrelgrootte
304 roestvrijstalen dikke muurbuisonderdelen om de korrelgrootte te regelen tijdens de warmtebehandeling is noodzakelijk, de kwaliteit met warmte behandelde 304 roestvrijstalen dikwandige buis heeft een zeer belangrijke impact. Hier leest u hoe u de grootte van de samenvatting van de korrelgrootte als volgt regelt. (1) Kies een redenab ...Lees meer -

304 roestvrijstalen naadloze buiskleding
304 roestvrijstalen naadloze pijpslijtage fenomeen is heel gebruikelijk, vele redenen voor dit fenomeen hebben fysisch-chemische en mechanische aspecten, voornamelijk door de schurende slijtage, lijmkleding (gelijmd), vermoeidheidslijtage (put) corrosie en slijtage. 304 roestvrijstalen naadloze pijp en draag bijna alle pro ...Lees meer -

Hoe te lassen voor gelaste stalen buis met een grote diameter bij lage temperaturen
Onder koude omstandigheden een koolstofarme stalen lassen, de koelsnelheid van het gelaste gewricht, dat de neiging van de scheur heeft gemaakt om te toenemen, vooral in de eerste las zware structuren die vatbaar zijn voor kraken, is het noodzakelijk om de volgende processtappen te nemen: 1) niet mogelijk onder omstandigheden van ...Lees meer -

Duidend werkproces van dikke wand rechte naad gelaste pijp
Voor een ommuurde longitudinale roestoliebehandeling moeten we eerst de kenmerken en het type anti-spitsolie, evenals hun respectieve rollen begrijpen. Dus bij het kopen van dergelijke producten kan niet worden weggegooid, bespaar indirect tijd. 1. Het snel uitdrogen van zijn grootste voordeel is dat droge snelle, harde schuilplaats ...Lees meer -

Microstructuur en eigenschappen van warmgewalste naadloze stalen pijp
Momenteel worden huishoudelijke staalproducenten geconfronteerd met enorme uitdagingen naadloze stalen overcapaciteit, moeten de productstructuur aanpassen, achterwaartse productiecapaciteit en onderzoek en ontwikkeling van producten van hoge kwaliteit elimineren. Experimentele studies hebben aangetoond: de implementatie van controle van de koeling ...Lees meer -

Passiveringsproces van spiraalbuis
Omdat de dikkere onderdelen op het oppervlak gevormd, dichte en complexe componenten van de schaal, zijn dergelijke onderdelen relatief gecompliceerd af te breken. Een dergelijke verwijdering van losse oxide -schaal volgens een beitste stap van het verwijderen van de opgehangen as. 1, Losse schaal: 2, beitsende werking: na losse schaal, ...Lees meer -

Rechte naad stalen pijpverwerkingsmethoden
1. Steel Casting: gebruik smeden hamer de heen en weer bewervende impactkracht of druk op de biljet in een drukverandering die we hebben gewenste vorm en afmetingen plus werkbenadering. 2. Kneading: het stalen metaal geplaatst in gesloten knedenjane, het uitoefenen van druk aan het ene uiteinde van het metaal wordt geëxtrudeerd van de ...Lees meer