





Koolstofstalen buizen verwijzen voornamelijk naar de koolstofmassafractie van minder dan 2,11% zonder opzettelijk toegevoegde legeringselementen van staal te bevatten, waarbij het koolstofgehalte in staal een van de belangrijkste factoren is die van invloed zijn op de sterkte van het staal De hardheid neemt toe en vermindert de ductiliteit, taaiheid en lasbaarheid. Bovendien bevatten koolstofstalen buizen naast koolstof doorgaans ook een kleine hoeveelheid silicium, mangaan, zwavel en fosfor. Vergeleken met andere soorten staal is CS SMLS-buis de vroegste, goedkope, brede prestatiereeks, de grootste hoeveelheid. Geschikt voor nominale druk PN ≤ 32,0 MPa, temperatuur -30-425 ℃ water, stoom, lucht, waterstof, ammoniak, stikstof en aardolieproducten en andere media. CS-naadloze buizen zijn de eerste die de grootste hoeveelheid basismateriaal in de moderne industrie gebruiken. De industriële landen van de wereld, bij hun inspanningen om de productie van laaggelegeerd staal en gelegeerd staal met hoge sterkte te vergroten, besteden ook veel aandacht aan het verbeteren van de kwaliteit en het uitbreiden van het scala aan variëteiten en gebruik. Het aandeel van de staalproductie in de totale staalproductie van de landen, dat ongeveer op ongeveer 80% wordt gehouden, wordt niet alleen veel gebruikt in gebouwen, bruggen, spoorwegen, voertuigen, schepen en allerlei vormen van machinebouw, maar ook in de moderne petrochemische industrie. industrie, mariene ontwikkeling, is ook intensief gebruikt.
Standaard:API SPECIFICATIES 5L,ISO 3183,ASTM A 53M,ASTM A 106M,JIS G 3454,JIS G 3455, JIS G 3456
Dimensie:
SMLS: Φ10,3~1016×1,7~52mm
LAS: Φ219~2134×5~52mm
Lengte:Willekeurige lengte, vaste lengte, SRL, DRL
Staalkwaliteit:
ASTM A53/ASTM A106: GR A, GR B, GR CASME
ASME A500: GR.A, GR.B, GR.C, GR.D
Test vereist:
Chemische analyse, mechanische test, visuele inspectie, spanningstest, afmetingscontrole, buigtest, afvlakkingstest, impacttest, DWT-test, NDT-test, hydrostatische test, hardheidstest.
Toepassing van koolstofstalen buis
- Automobielsectoren
- Architectonische constructies voor binnen en buiten
- Waterleidingen
- Gasleidingen
- Olie- en gasindustrie
- Drukservice
- Ketel en elektrische stroom
- Machines
- Benzinetank
- Chemische technologie
- Offshore- en petroleumtechniek
Maten van koolstofstalen buizen
| Uit diameter (mm) | Wanddikte (mm) | ||||||||||||||||||||||||||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 35 | ||
| 73 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| 76,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 82,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 88,9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 101,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 114,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 127 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 139,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 152,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 159 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 168,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 177,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 193,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 203 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 219.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 244,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 273 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 298,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 323,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 339,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 355,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 406,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 457,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 473,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 508 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 530 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 558,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 609,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 630 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Standaard | Type pijp | Klas | Cijfer |
| API-SPECIFICATIE 5L ISO3183 | SMLS | PLS1 | L245B, L290 X42, L320 X46, L360 X52, L390 X56, L415 X60, L450 X65, L485 X70 |
| PLS2 | L245NBN, L290N X42N, L320N X46N, L360N X52N, L390N X56N, L415N X60N, L360Q X52Q, L390Q X56Q, L415Q X60Q, L485Q X70Q
| ||
| PLS2 Zuur Omgeving | L245NS BNS, L290NS X42NS, L320NS X46NS L360NS X52NS, L390NS X56NS, L415NS X60NS, L360QS X52QS, L390QS X56QS, L415QS X60QS L485QS X70QS
| ||
| LASSEN | PLS1 | L245B, L290 X42, L320 X46, L360 X52 L390 X56, L415 X60, L450 X65, L485 X70 | |
| PLS2 | L245MBM, L290M X42M, L320M X46M, L360M X52M, L390M X56M, L415M X60M, L450M X65M, L485M X70M, L555M X80M, | ||
Cijfer:
| Standaard | Cijfer |
| ASTM A 53 M | EEN, B |
| ASTM A 106M | A, B, C |
| JIS G3454 | STPG 370, STPG 410 |
| JIS G3455 | STPG370, STPG410, STPG480 |
| JIS G3456 | STPG370, STPG410, STPG480 |
Opmerking: Andere cijfers dan het am-diagram kunnen via overleg beschikbaar worden gesteld.
Chemische samenstelling (%):
| Standaard | Cijfer | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | V |
| ASTMA 53M | A | ≤0,25 | - | ≤0,95 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | - | ≤1,20 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| ASTM A 106M | A | ≤0,25 | ≥0,10 | 0,27-0,93 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| C | ≤0,35 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| JIS G3454 | STPG370 | ≤0,25 | ≤0,35 | 0,30-0,90 | ≤0,040 | ≤0,040 | - | - | - | - | - |
| STPG 410 | ≤0,30 | ≤0,35 | 0.30-1.00 | ≤0,040 | ≤0,040 | - | - | - | - | - | |
| JIS G3455 | STS 370 | ≤0,25 | 0,10-0,35 | 0,30-1,10 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STS 410 | ≤0,30 | 0,10-0,35 | 0,30-1,40 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STS 480 | ≤0,33 | 0,10-0,35 | 0,30-1,50 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| JIS G3456 | STPT 370 | ≤0,25 | 0,10-0,35 | 0,30-0,90 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STPT 410 | ≤0,30 | 0,10-0,35 | 0.30-1.00 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STPT 480 | ≤0,33 | 0,10-0,35 | 0.30-1.00 | ≤0,035 | ≤0,035 | - | - | - | - | - |
Opmerking: Andere cijfers dan het am-diagram kunnen via overleg beschikbaar worden gesteld.
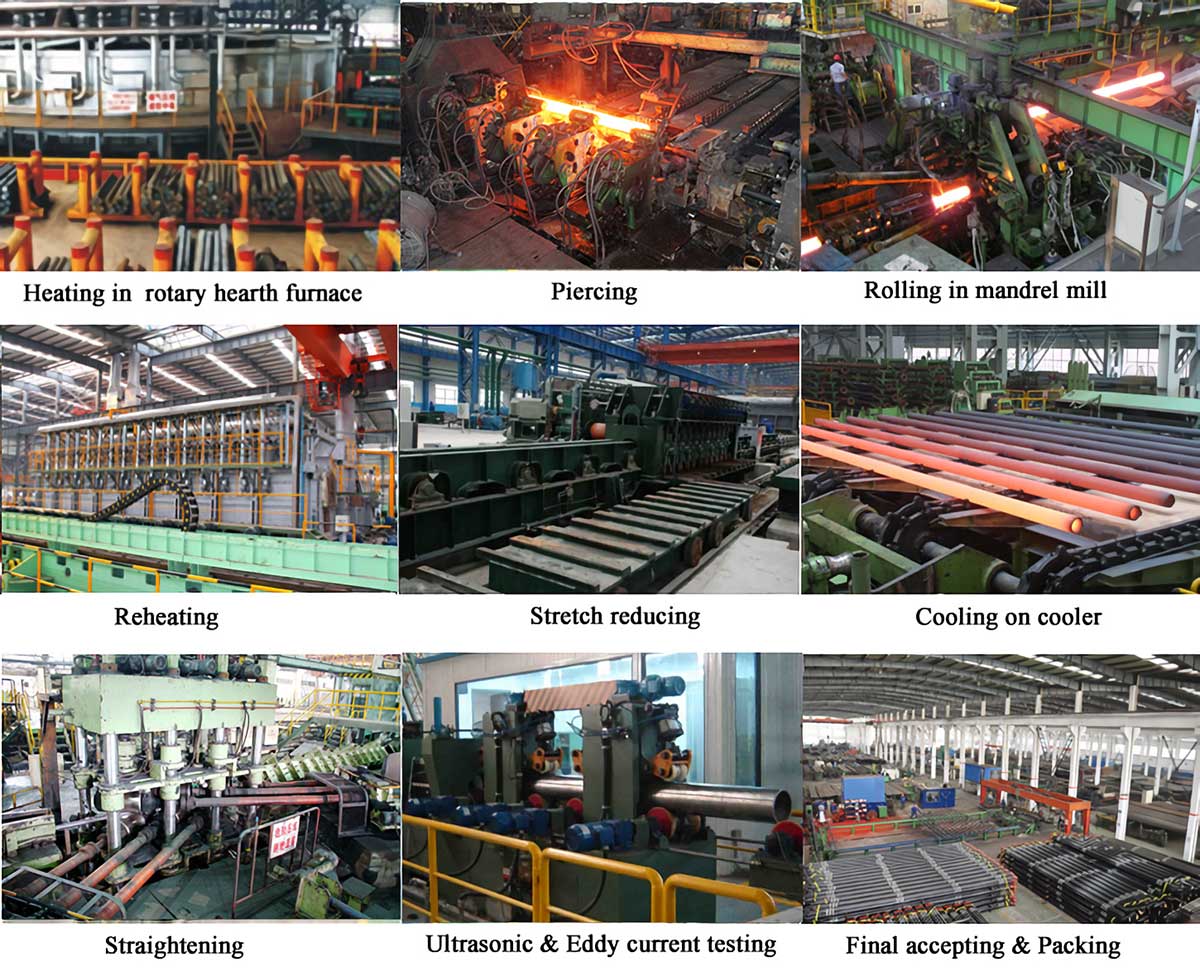
Heetgewalste naadloze stalen lijnpijpproductie-/productieprocessen
Gewalste ronde knuppels – Onderzoek – Afsnijden – Verwarming – Doorboren – Rek – Lichte spanningsvermindering – Rechttrekken – Afsnijden van corpuseinden – Visuele inspectie – NDT – Hydrostatische test – Eindprocessie – Productinspectie – Verven en markeren – Verpakken – Opslag
Productieproces van koudgetrokken (gewalste) naadloze stalen buizen
Moederpijp (normaal gesproken voor warmgewalste pijp) – Inspectie – Gloeien – Eindbehandeling (slaan en boren van gat) – Beitsen – Slijpen – Fosforiseren (Annoit) – Koudgetrokken (gewalst) – Ontvetten en reinigen – Warmtebehandeling (oplossingsbehandeling) – Rechttrekken – Hydrostatische test – Verven en markeren – Opslag
Oppervlaktebehandeling van stalen buizen:
Om de levensduur van de oliepijpleiding te verbeteren, wordt oppervlaktebehandeling meestal uitgevoerd om de stevige combinatie van stalen buizen en corrosiewerende coating te vergemakkelijken. Gebruikelijke verwerkingsmethoden zijn: reinigen, ontroesten van gereedschap, beitsen, gritstralen en ontroesten van vier categorieën.
1. Reinigingsvet, stof, smeermiddel en organisch materiaal dat op het oppervlak van de stalen buis is aangebracht, meestal met behulp van oplosmiddel, emulsie om het oppervlak te reinigen. De roest, oxidehuid en lasslakken op het oppervlak van de stalen buis kunnen echter niet worden verwijderd, dus zijn andere behandelingsmethoden nodig. Gereedschaproest verwijderen Stalen buisoppervlakteoxide, roest, lasslakken, kunnen een staaldraadborstel gebruiken om de oppervlaktebehandeling schoon te maken en te polijsten. Het ontroesten van gereedschap kan worden onderverdeeld in handmatig en elektrisch, handmatig ontroesten van gereedschap kan SA bereiken.
2. Niveau, ontroesten met elektrisch gereedschap kan het Sa3-niveau bereiken. Als het oppervlak van stalen buizen is bevestigd met een bijzonder sterke oxidehuid, kan het onmogelijk zijn om de roest met behulp van gereedschap te verwijderen, dus moeten we andere manieren vinden.
3. Beitsen Veel voorkomende beitsmethoden omvatten chemie en elektrolyse. Maar voor de bescherming tegen corrosie van pijpleidingen wordt alleen chemisch beitsen gebruikt. Chemisch beitsen kan een zekere mate van reinheid en ruwheid op het oppervlak van stalen buizen bereiken, wat handig is voor daaropvolgende ankerlijnen. Meestal als shot (zand) na herverwerking.
4. Kogelstralen voor roestverwijdering door een krachtige motor drijft de snel roterende messen, staalgruis, staalschot, segment, mineralen en andere schurende draad aan onder invloed van de middelpuntvliedende kracht op het oppervlak van stalen buizen en massa-uitwerping, verwijder grondig roest Aan de ene kant oxiden en vuil en aan de andere kant stalen buizen onder invloed van schurende, gewelddadige impact en wrijvingskracht, om de vereiste uniforme ruwheid te bereiken. Van de vier behandelingsmethoden is gritstralen en ontroesten een ideale behandelingsmethode voor het ontroesten van buizen. Over het algemeen worden gritstralen en ontroesten voornamelijk gebruikt voor de behandeling van het binnenoppervlak van stalen buizen, en gritstralen en ontroesten worden voornamelijk gebruikt voor de behandeling van het buitenoppervlak van stalen buizen.
Spuitverf

Waterdichte verpakking
