





1. Λυγίστε τον σωλήνα:
Η κάμψη σωλήνων είναι ο γενικός όρος για τις διαδικασίες διαμόρφωσης μετάλλων που χρησιμοποιούνται για τη μόνιμη διαμόρφωση σωλήνων ή σωλήνων. Πρέπει να γίνει διάκριση μεταξύ των διαδικασιών κάμψης με δεσμευμένη μορφή και ελεύθερης μορφής, καθώς και μεταξύ των διαδικασιών διαμόρφωσης με υποστήριξη θερμότητας και ψυχρής διαμόρφωσης.
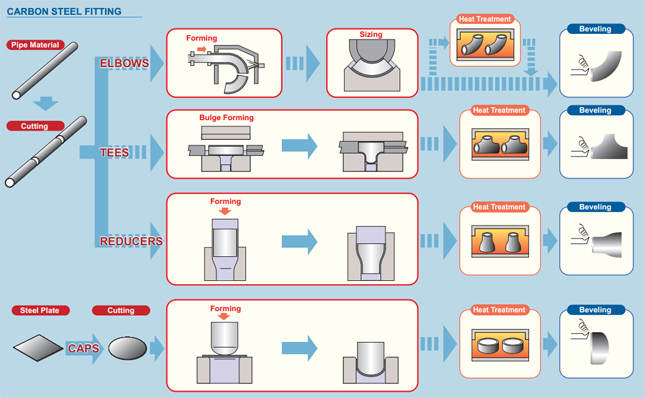
2. Διαδικασίες:
Η κάμψη σωλήνων ως διαδικασία ξεκινά με τη φόρτωση ενός σωλήνα σε έναν σωλήνα ή τον καμπτήρα σωλήνων και τη σύσφιξη του στη θέση του μεταξύ δύο μήτρων, του μπλοκ σύσφιξης και της μήτρας διαμόρφωσης. Ο σωλήνας συγκρατείται επίσης χαλαρά από δύο άλλες μήτρες, τη μήτρα υαλοκαθαριστήρα και τη μήτρα πίεσης.
Η διαδικασία κάμψης σωλήνων περιλαμβάνει τη χρήση μηχανικής δύναμης για την ώθηση του σωλήνα ή του σωλήνα υλικού υλικού πάνω σε μια μήτρα, αναγκάζοντας τον σωλήνα ή τον σωλήνα να συμμορφωθεί με το σχήμα της μήτρας. Συχνά, ο σωλήνας αποθέματος συγκρατείται σταθερά στη θέση του ενώ το άκρο περιστρέφεται και τυλίγεται γύρω από τη μήτρα. Άλλες μορφές επεξεργασίας, συμπεριλαμβανομένης της ώθησης του αποθέματος μέσω κυλίνδρων που το λυγίζουν σε μια απλή καμπύλη.[2] Για κάποια επεξεργασία κάμψης σωλήνων, τοποθετείται ένας άξονας μέσα στο σωλήνα για να αποφευχθεί η κατάρρευση. Ο σωλήνας συγκρατείται σε τάνυση από μια μήτρα υαλοκαθαριστήρα για να αποτραπεί τυχόν τσάκισμα κατά την πίεση. Ένα καλούπι υαλοκαθαριστήρα είναι συνήθως κατασκευασμένο από ένα μαλακότερο κράμα όπως αλουμίνιο ή ορείχαλκο για να αποφευχθεί η γρατσουνιά ή η καταστροφή του υλικού που κάμπτεται.
Κάμψη πρέσας:
Η κάμψη με πίεση είναι πιθανώς η πρώτη διαδικασία κάμψης που χρησιμοποιείται σε ψυχρούς σωλήνες και σωλήνες. Σε αυτή τη διαδικασία μια μήτρα σε σχήμα καμπής πιέζεται πάνω στον σωλήνα αναγκάζοντας τον σωλήνα να ταιριάζει στο σχήμα της καμπής. Επειδή ο σωλήνας δεν στηρίζεται εσωτερικά, υπάρχει κάποια παραμόρφωση του σχήματος του σωλήνα, με αποτέλεσμα μια οβάλ διατομή. Αυτή η διαδικασία χρησιμοποιείται όταν δεν απαιτείται σταθερή διατομή του σωλήνα. Αν και μια μήτρα μπορεί να παράγει διάφορα σχήματα, λειτουργεί μόνο για σωλήνα και ακτίνα ενός μεγέθους.
Περιστροφική κάμψη έλξης:
Πλήρες εργαλείο για περιστροφική κάμψη
Η περιστροφική κάμψη έλξης (RDB) είναι μια ακριβής τεχνολογία, καθώς κάμπτεται χρησιμοποιώντας εργαλεία ή "σετ μήτρας" που έχουν σταθερή ακτίνα κεντρικής γραμμής (CLR), εναλλακτικά υποδεικνύεται ως μέση ακτίνα κάμψης (Rm).
Κάμψη κυλίνδρων:
Κατά τη διάρκεια της διαδικασίας κάμψης κυλίνδρων, ο σωλήνας, η εξώθηση ή το στερεό διέρχονται μέσω μιας σειράς κυλίνδρων (συνήθως τρεις) που ασκούν πίεση στον σωλήνα αλλάζοντας σταδιακά την ακτίνα κάμψης του σωλήνα. Οι καμπτήρες ρολού τύπου πυραμίδας έχουν ένα κινούμενο ρολό, συνήθως το επάνω ρολό. Οι κάμπτες τύπου διπλής πρέζας έχουν δύο ρυθμιζόμενα ρολά, συνήθως τα κάτω ρολά και ένα σταθερό επάνω ρολό. Αυτή η μέθοδος κάμψης προκαλεί πολύ μικρή παραμόρφωση στη διατομή του σωλήνα. Αυτή η διαδικασία είναι κατάλληλη για την παραγωγή πηνίων σωλήνων καθώς και για μεγάλες ήπιες στροφές όπως αυτές που χρησιμοποιούνται στα συστήματα ζευκτών.
Επαγωγική κάμψη:
Ένα επαγωγικό πηνίο τοποθετείται γύρω από ένα μικρό τμήμα του σωλήνα στο σημείο κάμψης. Στη συνέχεια θερμαίνεται με επαγωγή μεταξύ 800 και 2.200 βαθμών Φαρενάιτ (430 και 1.200 C). Ενώ ο σωλήνας είναι ζεστός, ασκείται πίεση στον σωλήνα για να τον λυγίσει. Στη συνέχεια, ο σωλήνας μπορεί να σβήσει με ψεκασμό αέρα ή νερού ή να ψυχθεί ενάντια στον αέρα του περιβάλλοντος.
Η επαγωγική κάμψη χρησιμοποιείται για την παραγωγή κάμψεων για ένα ευρύ φάσμα εφαρμογών, όπως γραμμές σωλήνων (λεπτού τοιχώματος) τόσο για τα ανάντη όσο και για τα κατάντη και τα παράκτια τμήματα της πετροχημικής βιομηχανίας, δομικά μέρη μεγάλης ακτίνας για τον κατασκευαστικό κλάδο, καμπύλες με παχιά τοιχώματα, μικρής ακτίνας για τη βιομηχανία ηλεκτροπαραγωγής και τα συστήματα θέρμανσης πόλης.
Τα μεγάλα πλεονεκτήματα της επαγωγικής κάμψης είναι:
δεν χρειάζονται μαντρέλια
Οι ακτίνες κάμψης και οι γωνίες (1°-180°) μπορούν να επιλεγούν ελεύθερα
ακτίνες και γωνίες κάμψης υψηλής ακρίβειας
μπορούν εύκολα να παραχθούν ακριβή καρούλια σωλήνων
μπορεί να επιτευχθεί σημαντική εξοικονόμηση σε συγκολλήσεις πεδίου
μεγάλη γκάμα μεγεθών σωλήνων μπορεί να φιλοξενηθεί σε ένα μηχάνημα (1” OD έως 80” OD)
εξαιρετικές τιμές λέπτυνσης και ωοειδούς τοιχώματος
Για το σφυρήλατο προϊόν (WP) η διάσταση καλύπτεται σε
ASME B16.9- που είναι στάνταρ για εργοστασιακά εξαρτήματα συγκόλλησης με σφυρήλατο πισινό για μέγεθος NPS 1⁄2 έως NPS 48" και
Και B16.28- που είναι στάνταρ για σφυρήλατο ατσάλι-συγκόλληση κοντά γωνίες ακτίνας και επιστροφές για μέγεθος NPS 1⁄2 έως NPS 24”
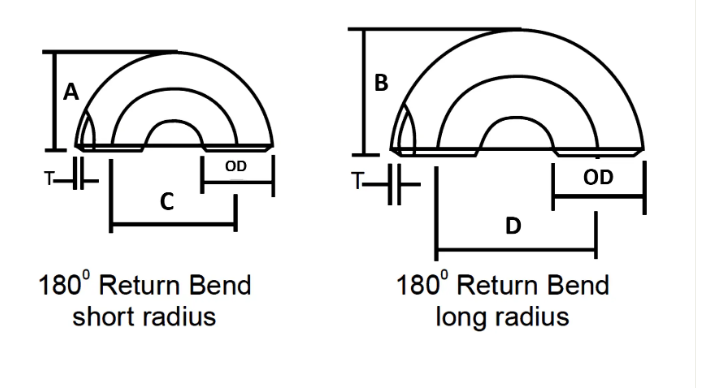
| ΟΝΟΜΑΣΤΙΚΟ ΜΕΓΕΘΟΣ ΣΩΛΗΝΑ | ΕΞΩΤΕΡΙΚΗ ΔΙΑΜΕΤΡΟΣ | ΠΙΣΩ ΜΕ ΠΡΟΣΩΠΟ | ΚΕΝΤΡΟ ΜΕ ΚΕΝΤΡΟ | ||
| Ιντσα. | OD | A | B | C | D |
| 1/2 | 21.3 | 48 | – | 76 | – |
| 3/4 | 26.7 | 43 | – | 57 | – |
| 1 | 33.4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42.2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48.3 | 83 | 62 | 114 | 76 |
| 2 | 60.3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88,9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101.6 | 184 | 140 | 267 | 178 |
| 4 | 114.3 | 210 | 159 | 305 | 203 |
| 5 | 141.3 | 262 | 197 | 381 | 254 |
| 6 | 168,3 | 313 | 237 | 457 | 305 |
| 8 | 219.1 | 414 | 313 | 610 | 406 |
| 10 | 273.1 | 518 | 391 | 762 | 508 |
| 12 | 323,9 | 619 | 467 | 914 | 610 |
| 14 | 355,6 | 711 | 533 | 1067 | 711 |
| 16 | 406,4 | 813 | 610 | 1219 | 813 |
| 18 | 457,2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
Διαστάσεις εξαρτημάτων σωλήνων Ανοχή σύμφωνα με το ASME B16.9
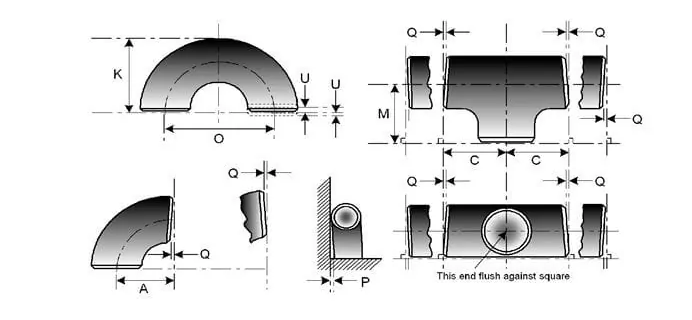
| ΟΝΟΜΑΣΤΙΚΟ ΜΕΓΕΘΟΣ ΣΩΛΗΝΑ | ΟΛΑ ΤΑ ΕΞΑΡΤΗΜΑΤΑ | ΟΛΑ ΤΑ ΕΞΑΡΤΗΜΑΤΑ | ΟΛΑ ΤΑ ΕΞΑΡΤΗΜΑΤΑ | ΑΓΚΩΝΕΣ ΚΑΙ ΤΕΕ | ΚΑΜΨΕΙΣ ΕΠΙΣΤΡΟΦΗΣ 180 ΜΟΙΡΩΝ | ΚΑΜΨΕΙΣ ΕΠΙΣΤΡΟΦΗΣ 180 ΜΟΙΡΩΝ | ΚΑΜΨΕΙΣ ΕΠΙΣΤΡΟΦΗΣ 180 ΜΟΙΡΩΝ | ΜΕΙΩΤΕΣ | ΚΕΦΑΛΑΙΑ |
| NPS | OD στο Bevel (1), (2) | Ταυτότητα στο τέλος (1), (3), (4) | Πάχος τοίχου (3) | Διάσταση από κέντρο σε άκρο A,B,C,M | Centre-to-Centre O | Πίσω με πρόσωπο Κ | Ευθυγράμμιση άκρων U | Συνολικό μήκος H | Συνολικό μήκος Ε |
| ½ με 2½ | 0,06 -0,03 | 0,03 | Όχι λιγότερο από 87,5% του ονομαστικού πάχους | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 3 με 3 ½ | 0,06 | 0,06 | Όχι λιγότερο από 87,5% του ονομαστικού πάχους | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 4 | 0,06 | 0,06 | Όχι λιγότερο από 87,5% του ονομαστικού πάχους | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 5 έως 8 | 0,09 -0,06 | 0,06 | Όχι λιγότερο από 87,5% του ονομαστικού πάχους | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,25 |
| 10 έως 18 | 0,16 -0,12 | 0,12 | Όχι λιγότερο από 87,5% του ονομαστικού πάχους | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 20 έως 24 | 0,25 -0,19 | 0,19 | Όχι λιγότερο από 87,5% του ονομαστικού πάχους | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 26 έως 30 | 0,25 -0,19 | 0,19 | Όχι λιγότερο από 87,5% του ονομαστικού πάχους | 0,12 | … | … | … | 0,19 | 0,38 |
| 32 έως 48 | 0,25 -0,19 | 0,19 | Όχι λιγότερο από 87,5% του ονομαστικού πάχους | 0,19 | … | … | … | 0,19 | 0,38 |
Κράμα νικελίου
ASTM / ASME SB 336 UNS 2200 ( NICKEL 200 ), UNS 2201 (NICKEL 201 ), UNS 4400 (MONEL 400 ), UNS 8020 ( κράμα 20 / 20 CB 3, UNS 8820IN (6025 IN), UNS 6601 ( INCONEL 601 ), UNS 6625 (INCONEL 625), UNS 10276 ( HASTELLOY C 276 )
Ανοξείδωτο ατσάλι
ASTM / ASME SA 403 GR WP “S” / “W” / ” WX” 304 , 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 327,4H.
Duplex Steel
ASTM / ASME SA 815 UNS NO.S 31803, S 32205, S 32550, S 32750, S 32760.
Ανθρακούχο χάλυβα
ASTM / ASME A 234 WPB, WPC ASTM / ASME A 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70.
Κραματοποιημένος χάλυβας
ASTM / ASME A 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91.
| Περιεχόμενο Χημικής Σύνθεσης | Μηχανικές Ιδιότητες | ||||||||||
| Υλικό ΑΡΙΘ | C | Mn | Si | S | P | Cr | Mo | Ni | Αντοχή σε εφελκυσμό | Δύναμη διαρροής | Επιμήκυνση |
| A234 WPB | ≤0,3 | 0,29-1,06 | ≥0,1 | ≤0,058 | ≤0,05 | / | / | / | 415-585 | ≥240 | ≥30 |
| A234 WP5 | ≤0,15 | ≤0,6 | ≤0,5 | ≤0,04 | ≤0,03 | 4-6 | 0,44-0,65 | / | 415-585 | ≥205 | ≥20 |
| A403 WP304 | ≤0,08 | ≤2 | ≤1 | ≤0,040 | ≤0,030 | 18-20 | / | 8-11 | ≥515 | ≥205 | ≥30 |
| A403 WP316L | ≤0,03 | ≤2 | ≤1 | ≤0,045 | ≤0,03 | 16-18 | 2-3 | 10-15 | ≥485 | ≥170 | ≥30 |
| WPHY60 | ≤0,20 | 1-1,45 | 0,15-0,4 | ≤0,015 | ≤0,030 | / | / | / | ≥515 | ≥415 | / |
Ελαφρύ λάδι, μαύρη βαφή, PE /3PE Αντιδιαβρωτική επίστρωση
Απαιτήσεις σανίδωσης με καμπή θερμής επαγωγής
Εστιάζουμε σε κάθε διαδικασία για να διασφαλίσουμε την ποιότητα, η συσκευασία που συνήθως παίρνουμε είναι να τοποθετούμε τις γωνίες των χαλύβδινων σωλήνων με περιβαλλοντικές πολυ σακούλες και στη συνέχεια σε ξύλινες θήκες ή ξύλινη πλάκα δωρεάν υποκαπνισμού. Δεχόμαστε επίσης προσαρμοσμένη συσκευασία όπως OEM κατόπιν διαπραγμάτευσης.
- Το υλικό πρέπει να συσκευάζεται έτοιμο για εξαγωγή με τρόπο που να επιτρέπει τον εύκολο χειρισμό και να αποτρέπει τη ζημιά, ο πωλητής θα υποβάλλει την τυπική διαδικασία συσκευασίας του στον αγοραστή για έγκριση.
- Τα ανοιχτά άκρα του εξαρτήματος και οι φλάντζες πρέπει να παρέχονται με πλαστικά προστατευτικά βύσματα ή καπάκια βαρέως τύπου. Για τα λοξότμητα άκρα, τα καπάκια θα προστατεύουν ολόκληρη την περιοχή της λοξότμησης.
- Το αδιάβροχο υλικό φραγμού πρέπει να χρησιμοποιείται για υλικό από ανοξείδωτο χάλυβα για προστασία από την επίθεση χλωρίου από την έκθεση σε ατμόσφαιρα αλμυρού νερού.
- Τα είδη από ανθρακούχο χάλυβα και από ανοξείδωτο χάλυβα δεν επιτρέπεται να αποθηκεύονται μαζί και θα πρέπει να συσκευάζονται χωριστά.

