





Karbon polad boru, əsasən, poladın qəsdən əlavə edilmiş alaşımlı elementləri olmadan karbon kütləsinin 2,11% -dən az olmasına aiddir, poladın tərkibindəki karbonun səviyyəsi onun poladın möhkəmliyinə təsir edən ən vacib amillərdən biridir. , sərtlik artır və çeviklik, möhkəmlik və qaynaq qabiliyyətini azaldır. Bundan əlavə, karbon polad boru ümumiyyətlə karbondan əlavə az miqdarda silikon, manqan, kükürd, fosfor ehtiva edir. Digər polad növləri ilə müqayisədə CS SMLS borusu ən erkən, aşağı qiymət, geniş performans diapazonu, ən böyük məbləğdir. Nominal təzyiq PN ≤ 32.0MPa, temperatur -30-425 ℃ su, buxar, hava, hidrogen, ammonyak, azot və neft məhsulları və digər mühitlər üçün uyğundur. CS tikişsiz boru müasir sənayedə ən böyük miqdarda əsas materialdan istifadə edilən ən erkən borudur. Dünyanın sənaye ölkələri, yüksək dayanıqlı aşağı alaşımlı polad və alaşımlı polad istehsalının artırılması səyləri içərisində, keyfiyyətinin yaxşılaşdırılmasına və çeşid və istifadə çeşidinin genişləndirilməsinə də çox diqqət yetirir. Ölkələrin ümumi polad istehsalında istehsalın payı təxminən 80% səviyyəsində saxlanılır, yalnız binalarda, körpülərdə, dəmir yollarında, nəqliyyat vasitələrində, gəmilərdə və hər cür maşınqayırma sənayesində deyil, həm də müasir neft-kimya sənayesində geniş istifadə olunur. sənaye, dəniz inkişafında da sıx şəkildə istifadə edilmişdir.
Standart:API SPEC 5L, ISO 3183, ASTM A 53M, ASTM A 106M, JIS G 3454, JIS G 3455, JIS G 3456
Ölçü:
SMLS: Φ10.3~1016×1.7~52mm
QAYNAQ: Φ219~2134×5~52mm
Uzunluq:Təsadüfi uzunluq, Sabit uzunluq, SRL, DRL
Polad dərəcəsi:
ASTM A53/ASTM A106: GR A, GR B, GR CASME
ASME A500: GR.A, GR.B, GR.C, GR.D
Test Tələb olunur:
Kimyəvi Analiz, Mexaniki Test, Vizual Təftiş, Gərginlik Testi, Ölçü Yoxlaması, Bükülmə Testi, Düzləşdirmə Testi, Zərbə Testi, DWT Testi, NDT Testi, Hidrostatik Test, Sərtlik Testi.
Karbon Polad Boru Tətbiqi
- Avtomobil sektorları
- Daxili və eksteryer memarlıq strukturları
- Su kəmərləri
- Qaz xətləri
- Neft və Qaz sənayesi
- Təzyiq xidməti
- Qazan və elektrik enerjisi
- Maşınlar
- Qaz çəni
- Kimya mühəndisliyi
- Dəniz və neft mühəndisliyi
Karbon Polad Boru Ölçüləri
| Çıxış diametri (mm) | Divar qalınlığı (mm) | ||||||||||||||||||||||||||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 35 | ||
| 73 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| 76.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 82.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 88.9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 101.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 114.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 127 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 139.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 152.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 159 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 168.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 177.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 193.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 203 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 219.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 244.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 273 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 298.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 323.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 339.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 355.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 406.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 457.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 473.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 508 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 530 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 558.8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 609.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 630 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Standart | Boru növü | Sinif | Dərəcə |
| API SPEC 5L ISO 3183 | SMLS | PLS1 | L245B, L290 X42, L320 X46, L360 X52, L390 X56, L415 X60, L450 X65, L485 X70 |
| PLS2 | L245N BN, L290N X42N, L320N X46N, L360N X52N, L390N X56N, L415N X60N, L360Q X52Q, L390Q X56Q, L415Q X60Q, L485Q X70Q
| ||
| PLS2 Turş Ətraf mühit | L245NS BNS, L290NS X42NS, L320NS X46NS L360NS X52NS, L390NS X56NS, L415NS X60NS, L360QS X52QS, L390QS X56QS, L415QS X60QS L485QS X70QS
| ||
| QAYNAQ | PLS1 | L245B, L290 X42, L320 X46, L360 X52 L390 X56, L415 X60, L450 X65, L485 X70 | |
| PLS2 | L245M BM, L290M X42M, L320M X46M, L360M X52M, L390M X56M, L415M X60M, L450M X65M, L485M X70M, L555M X80M, | ||
Dərəcə:
| Standart | Dərəcə |
| ASTM A 53 M | A, B |
| ASTM A 106M | A, B, C |
| JIS G 3454 | STPG 370, STPG 410 |
| JIS G 3455 | STPG370, STPG410, STPG480 |
| JIS G 3456 | STPG370, STPG410, STPG480 |
Qeyd: Am diaqramından başqa qiymətlər məsləhətləşmələr yolu ilə əldə edilə bilər.
Kimyəvi Tərkibi (%):
| Standart | Dərəcə | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | V |
| ASTMA 53M | A | ≤0,25 | - | ≤0,95 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | - | ≤1,20 | ≤0,05 | ≤0,045 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| ASTM A 106M | A | ≤0,25 | ≥0,10 | 0,27-0,93 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 |
| B | ≤0,30 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| C | ≤0,35 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,40 | ≤0,40 | ≤0,40 | ≤0,15 | ≤0,08 | |
| JIS G 3454 | STPG 370 | ≤0,25 | ≤0,35 | 0,30-0,90 | ≤0,040 | ≤0,040 | - | - | - | - | - |
| STPG 410 | ≤0,30 | ≤0,35 | 0,30-1,00 | ≤0,040 | ≤0,040 | - | - | - | - | - | |
| JIS G 3455 | STS 370 | ≤0,25 | 0,10-0,35 | 0,30-1,10 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STS 410 | ≤0,30 | 0,10-0,35 | 0,30-1,40 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STS 480 | ≤0,33 | 0,10-0,35 | 0,30-1,50 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| JIS G 3456 | STPT 370 | ≤0,25 | 0,10-0,35 | 0,30-0,90 | ≤0,035 | ≤0,035 | - | - | - | - | - |
| STPT 410 | ≤0,30 | 0,10-0,35 | 0,30-1,00 | ≤0,035 | ≤0,035 | - | - | - | - | - | |
| STPT 480 | ≤0,33 | 0,10-0,35 | 0,30-1,00 | ≤0,035 | ≤0,035 | - | - | - | - | - |
Qeyd: Am diaqramından başqa qiymətlər məsləhətləşmələr yolu ilə əldə edilə bilər.
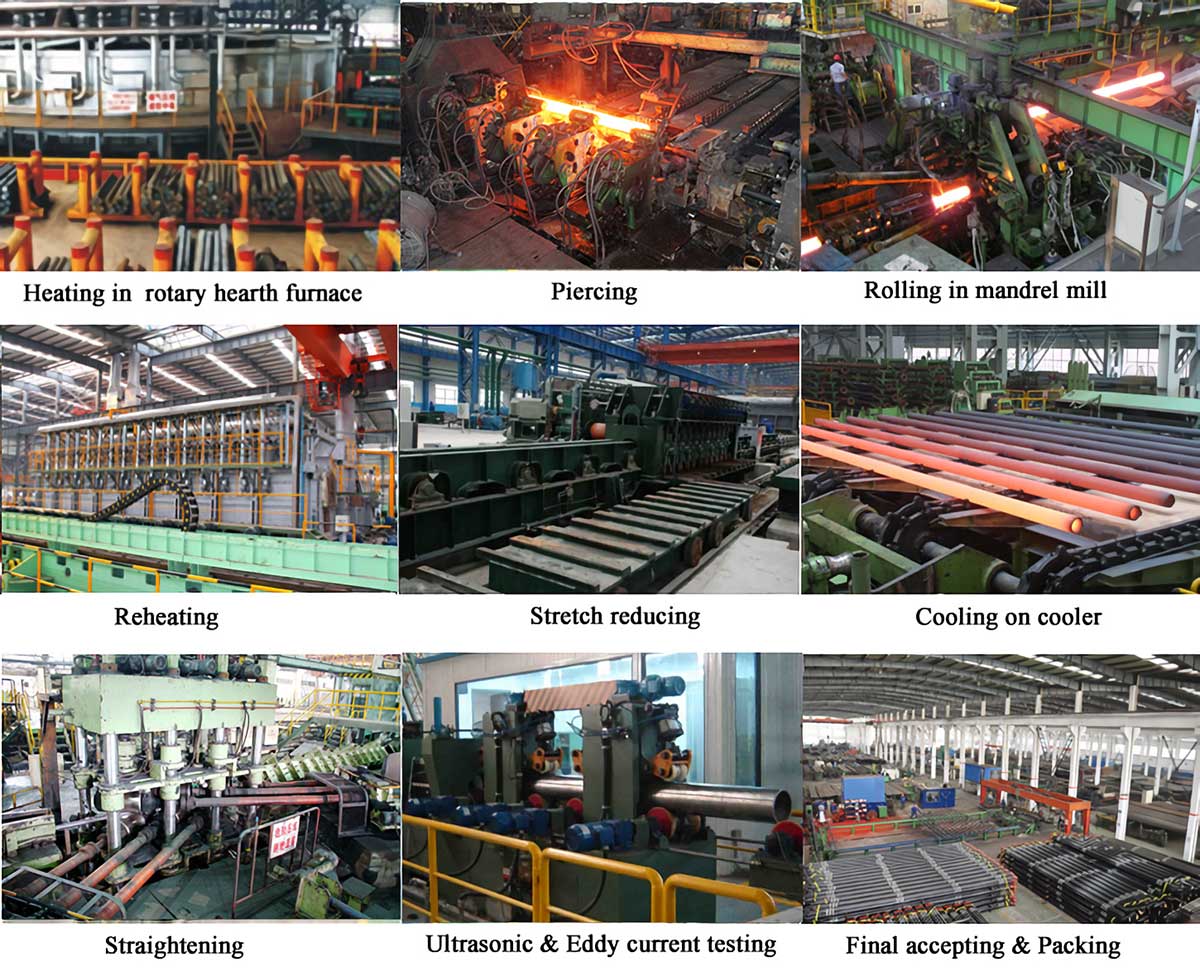
İsti Rolling Dikişsiz Polad Xətt Boru İstehsalı / İstehsal Prosesləri
Yuvarlanan Dairəvi Kətanlar – Müayinə – Kəsmə – Qızdırma – Pirsinq – Uzatma – Bir az gərginlik azaldılması – Düzləşdirmə – Korp ucun kəsilməsi – Vizual yoxlama – NDT – Hidrostatik sınaq – Prosesin sonları – Məhsulun yoxlanılması – Rənglənmə və markalanma – Qablaşdırma – Anbar
Soyuq çəkilmiş (yuvarlanmış) Diksiz Polad Boru İstehsal Prosesi
Ana boru (Adətən isti haddelenmiş borular üçün) – Yoxlama – Tavlama – Uçların müalicəsi (Vurma və Qazma) – Turşulama – Taşlama – Fosforlaşdırma (Annoit) – Soyuq çəkilmə (Yüklənmiş) – Yağdan təmizləmə və Təmizləmə – İstilik müalicəsi (Məhsulla müalicə) – Düzləşdirmə – Hidrostatik sınaq – Boyama və Markalama – Anbar
Polad Borunun Səthi İşlənməsi:
Neft boru kəmərinin xidmət müddətini yaxşılaşdırmaq üçün, adətən, polad boru və korroziyaya qarşı örtüyün möhkəm birləşməsini asanlaşdırmaq üçün səthin təmizlənməsi aparılır. Ümumi emal üsulları bunlardır: təmizləmə, alətin pasdan təmizlənməsi, turşulama, shot partladılması dörd kateqoriya.
1. Səthi təmizləmək üçün adətən həlledici, emulsiya istifadə edərək, polad borunun səthinə yapışmış yağ, toz, sürtkü, üzvi maddələrin təmizlənməsi. Bununla belə, polad borunun səthindəki pas, oksid qabığı və qaynaq şlakları çıxarıla bilməz, buna görə başqa müalicə üsullarına ehtiyac var. Alətin pasdan təmizlənməsi Polad boru səthinin oksidi, pas, qaynaq şlakı, səthi təmizləmək və cilalamaq üçün polad tel fırçadan istifadə edə bilər. Alətin pasdan təmizlənməsi əl və gücə bölünə bilər, əl alətinin pasdan təmizlənməsi SA-ya çata bilər.
2. Səviyyə, elektrik alətinin pasdan təmizlənməsi Sa3 səviyyəsinə çata bilər. Polad borunun səthi xüsusilə güclü oksid qabığı ilə yapışdırılırsa, alətlərin köməyi ilə pası çıxarmaq mümkün olmaya bilər, buna görə də başqa yollar axtarmalıyıq.
3. Turşulamanın ümumi turşu üsullarına kimya və elektroliz daxildir. Ancaq boru kəmərinin korroziyadan qorunması üçün yalnız kimyəvi turşu istifadə olunur. Kimyəvi turşu, polad borunun səthində müəyyən dərəcədə təmizlik və pürüzlülük əldə edə bilər ki, bu da sonrakı anker xətləri üçün əlverişlidir. Adətən təkrar emaldan sonra atış (qum) kimi.
4. Yüksək güclü mühərriklə pasın təmizlənməsi üçün partladılması, yüksək sürətli fırlanan bıçaqları, polad qumu, polad çubuqları, seqmenti, mineralları və digər aşındırıcı məftilləri mərkəzdənqaçma qüvvəsinin təsiri altında polad boru səthinə püskürtmə və kütləvi atma, pası yaxşıca təmizləyin. , bir tərəfdən oksidlər və kir, digər tərəfdən, polad boru aşındırıcı şiddətli təsir və sürtünmə qüvvəsi təsiri altında, tələb olunan vahid pürüzlülük əldə etmək üçün. Dörd müalicə metodu arasında, püskürtmə və pasdan təmizləmə boruların pasdan təmizlənməsi üçün ideal müalicə üsuludur. Ümumiyyətlə, atışma və pasdan təmizləmə əsasən polad borunun daxili səthinin təmizlənməsi üçün istifadə olunur və atışma və pasdan təmizləmə əsasən polad borunun xarici səthinin təmizlənməsi üçün istifadə olunur.
Sprey boya

Su keçirməyən qablaşdırma
