





1. Boruları əymək:
Boruların əyilməsi, boruların və ya boruların daimi formalaşdırılması üçün istifadə edilən metal əmələ gətirmə prosesləri üçün ümumi termindir. Formaya bağlı və sərbəst forma bükmə prosedurlarını, həmçinin istiliklə dəstəklənən və soyuq formalaşdırma prosedurlarını fərqləndirmək lazımdır.
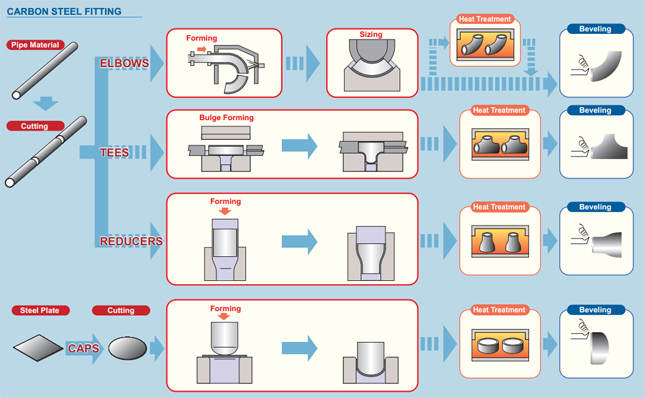
2. Proseslər:
Borunun bükülməsi bir proses olaraq borunun boruya və ya boru bükücüyə yüklənməsi və onun iki kalıp, sıxma bloku və formalaşdırma kalıbı arasında sıxışdırılması ilə başlayır. Boru, həmçinin iki digər matris, silecek və təzyiq kalıbı tərəfindən sərbəst şəkildə tutulur.
Borunun əyilməsi prosesi, ehtiyat materialı borusunu və ya borunu kalıba qarşı itələmək üçün mexaniki qüvvədən istifadə edərək boruyu və ya borunu kalıbın formasına uyğunlaşdırmağa məcbur edir. Tez-tez, ucu döndərildikdə və kalıp ətrafında yuvarlanarkən, ehtiyat borusu möhkəm bir şəkildə saxlanılır. Emalın digər formaları, o cümlədən ehtiyatı sadə bir əyriyə bükən silindrlər vasitəsilə itələmək.[2] Bəzi boru əyilmə emalları üçün, çökmənin qarşısını almaq üçün borunun içərisinə bir mandrel yerləşdirilir. Boru gərginlik zamanı hər hansı bir büzüşmənin qarşısını almaq üçün silecek kalıbı ilə gərginlikdə saxlanılır. Bükülən materialı cızmamaq və ya zədələməkdən qaçınmaq üçün siləcək qəlibi adətən alüminium və ya mis kimi daha yumşaq ərintidən hazırlanır.
Press əyilmə:
Press əyilmə, ehtimal ki, soyuq borularda və borularda istifadə edilən ilk əyilmə prosesidir. Bu prosesdə döngə şəklində bir kalıp boruya sıxılır və borunu əyilmə formasına uyğunlaşdırmağa məcbur edir. Boru daxildən dəstəklənmədiyi üçün borunun formasının müəyyən deformasiyası var, nəticədə oval kəsiyi yaranır. Bu proses borunun ardıcıl kəsişməsi tələb olunmadığı hallarda istifadə olunur. Tək bir kalıp müxtəlif formalar yarada bilsə də, yalnız bir ölçülü boru və radius üçün işləyir.
Fırlanan əyilmə:
Fırlanan əyilmə üçün tam alət
Fırlanan əyilmə (RDB) dəqiq bir texnologiyadır, çünki o, alternativ olaraq orta əyilmə radiusu (Rm) kimi göstərilən sabit mərkəz xətti radiusuna (CLR) malik olan alətlər və ya "pələng dəstləri" ilə əyilir.
Roll əyilmə:
Rulonun əyilmə prosesi zamanı boru, ekstruziya və ya bərk cisim borudakı əyilmə radiusunu tədricən dəyişən boruya təzyiq göstərən bir sıra rulonlardan (adətən üç) keçirilir. Piramida üslublu rulon bükücülərdə bir hərəkətli rulon var, adətən üst rulon. İkiqat çimdik tipli rulon bükücülərdə iki tənzimlənən rulon, adətən alt rulonlar və sabit üst rulon var. Bu əyilmə üsulu borunun kəsişməsində çox az deformasiyaya səbəb olur. Bu proses truss sistemlərində istifadə olunan boru kəmərləri, eləcə də uzun incə əyilmələr istehsal etmək üçün uyğundur.
İnduksiya əyilmə:
Bükülmə nöqtəsində borunun kiçik bir hissəsinin ətrafında bir induksiya bobini yerləşdirilir. Sonra induksiya ilə 800 ilə 2200 dərəcə Fahrenheit (430 və 1200 C) arasında qızdırılır. Boru isti olarkən, onu əymək üçün boruya təzyiq edilir. Daha sonra boru hava və ya su spreyi ilə söndürülə və ya ətraf havaya qarşı soyudula bilər.
İnduksiya əyilmə, neft-kimya sənayesinin həm yuxarı, həm də aşağı axını və sahildən kənarda seqmentləri üçün (nazik divarlı) boru xətləri, tikinti sənayesi üçün böyük radiuslu struktur hissələri, enerji istehsal edən sənaye və şəhər istilik sistemləri üçün qalın divarlı, qısa radiuslu döngələr.
İnduksiya əyilmənin böyük üstünlükləri bunlardır:
mandrellərə ehtiyac yoxdur
əyilmə radiusları və açılar (1°-180°) sərbəst seçilə bilər
yüksək dəqiqlikli əyilmə radiusları və bucaqları
dəqiq boru makaraları asanlıqla istehsal edilə bilər
sahə qaynaqlarında əhəmiyyətli qənaət əldə etmək olar
geniş diapazonlu boru ölçüləri bir maşında yerləşdirilə bilər (1" OD - 80"OD)
əla divar incəlmə və ovallıq dəyərləri
Dövülmüş Məhsul üçün (WP) Ölçü əhatə olunur
ASME B16.9 - NPS 1⁄₂-dən NPS 48-ə qədər ölçüdə Zavod istehsalı Dövülmüş Qaynaq Armaturları üçün standartdır və
Və B16.28- bu, Dövülmüş Polad Qaynaq Qısa Radius Dirsəkləri üçün standartdır və NPS 1⁄₂-dən NPS 24-ə qədər ölçüdə qayıdır.
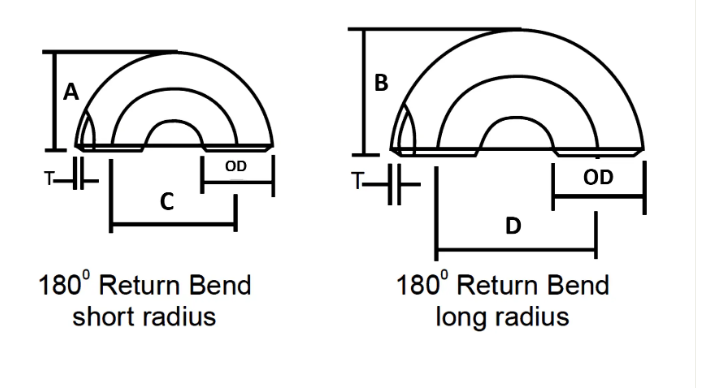
| NOMINAL BORU ÖLÇÜSÜ | XARİCİ DİAMETER | ÜZƏ QAYIDI | MƏRKƏZDƏ MƏRKƏZƏ | ||
| düym. | OD | A | B | C | D |
| 1/2 | 21.3 | 48 | – | 76 | – |
| 3/4 | 26.7 | 43 | – | 57 | – |
| 1 | 33.4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42.2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48.3 | 83 | 62 | 114 | 76 |
| 2 | 60.3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88.9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101.6 | 184 | 140 | 267 | 178 |
| 4 | 114.3 | 210 | 159 | 305 | 203 |
| 5 | 141.3 | 262 | 197 | 381 | 254 |
| 6 | 168.3 | 313 | 237 | 457 | 305 |
| 8 | 219.1 | 414 | 313 | 610 | 406 |
| 10 | 273.1 | 518 | 391 | 762 | 508 |
| 12 | 323.9 | 619 | 467 | 914 | 610 |
| 14 | 355.6 | 711 | 533 | 1067 | 711 |
| 16 | 406.4 | 813 | 610 | 1219 | 813 |
| 18 | 457.2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
ASME B16.9-a uyğun olaraq Boru Fitinqlərinin Ölçüləri Dözümlülük
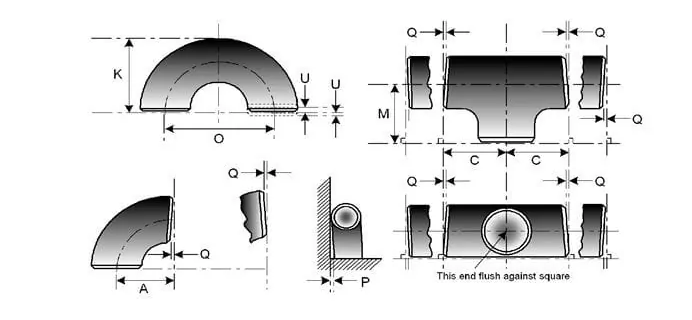
| NOMINAL BORU ÖLÇÜSÜ | BÜTÜN FITTINGS | BÜTÜN FITTINGS | BÜTÜN FITTINGS | DİRSƏKLƏR VƏ TEES | 180 DƏRƏCƏ DÖNÜŞLƏR | 180 DƏRƏCƏ DÖNÜŞLƏR | 180 DƏRƏCƏ DÖNÜŞLƏR | AZALDICILAR | CAPS |
| NPS | Eğimdə OD (1), (2) | Sonda ID (1), (3), (4) | Divar qalınlığı (3) | Mərkəzdən Uca Ölçü A,B,C,M | Mərkəzdən Mərkəzə O | Üz-üzə K | Uçların Hizalanması U | Ümumi uzunluq H | Ümumi uzunluq E |
| ½ - 2½ | 0.06 -0,03 | 0.03 | Nominal qalınlığın 87,5% -dən az olmamalıdır | 0.06 | 0,25 | 0,25 | 0.03 | 0.06 | 0.12 |
| 3 ilə 3 ½ arasında | 0.06 | 0.06 | Nominal qalınlığın 87,5% -dən az olmamalıdır | 0.06 | 0,25 | 0,25 | 0.03 | 0.06 | 0.12 |
| 4 | 0.06 | 0.06 | Nominal qalınlığın 87,5% -dən az olmamalıdır | 0.06 | 0,25 | 0,25 | 0.03 | 0.06 | 0.12 |
| 5-dən 8-ə qədər | 0.09 -0,06 | 0.06 | Nominal qalınlığın 87,5% -dən az olmamalıdır | 0.06 | 0,25 | 0,25 | 0.03 | 0.06 | 0,25 |
| 10-dan 18-ə qədər | 0.16 -0,12 | 0.12 | Nominal qalınlığın 87,5% -dən az olmamalıdır | 0.09 | 0.38 | 0,25 | 0.06 | 0.09 | 0,25 |
| 20-24 | 0,25 -0,19 | 0.19 | Nominal qalınlığın 87,5% -dən az olmamalıdır | 0.09 | 0.38 | 0,25 | 0.06 | 0.09 | 0,25 |
| 26-30 | 0,25 -0,19 | 0.19 | Nominal qalınlığın 87,5% -dən az olmamalıdır | 0.12 | … | … | … | 0.19 | 0.38 |
| 32-dən 48-ə qədər | 0,25 -0,19 | 0.19 | Nominal qalınlığın 87,5% -dən az olmamalıdır | 0.19 | … | … | … | 0.19 | 0.38 |
Nikel ərintisi
ASTM / ASME SB 336 SB 2200 (Nikel 200), UnS 2201 (Nikel 201), Uns 4400 (Monel 400), Uns 8825 Concous (825), UnS 6600 (Inconel 600), UNS 6601 (INCONEL 601), UNS 6625 (INCONEL 625), UNS 10276 (HASTELLOY C 276)
Paslanmayan Polad
ASTM / ASME SA 403 GR WP “S” / “W” / ” WX” 304 , 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 34, 34, 31,
Dupleks Polad
ASTM / ASME SA 815 UNS NO.S 31803, S 32205, S 32550, S 32750, S 32760.
Karbon Polad
ASTM / ASME A 234 WPB, WPC ASTM / ASME A 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70.
Alaşımlı Polad
ASTM / ASME A 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91.
| Kimyəvi Tərkibinin Tərkibi | Mexaniki xüsusiyyətlər | ||||||||||
| Material NO | C | Mn | Si | S | P | Cr | Mo | Ni | Dartma gücü | Məhsuldarlıq gücü | Uzatma |
| A234 WPB | ≤0,3 | 0,29-1,06 | ≥0,1 | ≤0,058 | ≤0,05 | / | / | / | 415-585 | ≥240 | ≥30 |
| A234 WP5 | ≤0,15 | ≤0,6 | ≤0,5 | ≤0,04 | ≤0,03 | 4-6 | 0,44-0,65 | / | 415-585 | ≥205 | ≥20 |
| A403 WP304 | ≤0,08 | ≤2 | ≤1 | ≤0,040 | ≤0,030 | 18-20 | / | 8-11 | ≥515 | ≥205 | ≥30 |
| A403 WP316L | ≤0,03 | ≤2 | ≤1 | ≤0,045 | ≤0,03 | 16-18 | 2-3 | 10-15 | ≥485 | ≥170 | ≥30 |
| WPHY60 | ≤0,20 | 1-1.45 | 0,15-0,4 | ≤0,015 | ≤0,030 | / | / | / | ≥515 | ≥415 | / |
Yüngül Yağlama, Qara Boyama, PE /3PE Korroziyaya Qarşı Kaplama
İsti induksiya əyilmə taxta tələbləri
Keyfiyyəti təmin etmək üçün hər bir prosedura diqqət yetiririk, adətən götürdüyümüz paket polad boru dirsəklərini ətraf mühitə uyğun poli çantalarla taxtadır, sonra pulsuz fumigasiya ilə taxta qutularda və ya taxta lövhələrdə. Biz də danışıqlar yolu ilə OEM kimi xüsusi paketləri qəbul edirik.
- Material ixrac üçün hazır şəkildə qablaşdırılmalıdır ki, asan idarə olunsun və zədələnməsinin qarşısı alınsın, satıcı öz standart qablaşdırma prosedurunu təsdiq üçün alıcıya təqdim etməlidir.
- Armaturların və flanşların açıq ucları ağır plastik qoruyucu tıxaclarla və ya qapaqlarla təchiz edilməlidir. Kəsilmiş uclar üçün qapaqlar əyilmənin bütün sahəsini qorumalıdır.
- Duzlu su atmosferinə məruz qalaraq xlor hücumundan qorumaq üçün paslanmayan polad material üçün suya davamlı maneə materialı istifadə edilməlidir.
- Karbon polad və paslanmayan polad əşyaların bir yerdə saxlanmasına icazə verilmir və ayrıca qablaşdırılmalıdır.

